陕西双链轮淬火设备(服务保障)_双链轮淬火设备联系方式
2021-02-16 09:27:25
花键轴淬火、凸轮轴淬火、齿轮轴淬火分别用什么样的轴类淬火机
金属轴类工件属于机械传动的一种,像花键轴、凸轮轴、齿轮轴等,广泛应用在机械设备中,汽车零件中也少不了这三类轴类产品,它们有一个共同的性质就是在生产的过程中都需要进行加热淬火处理双链轮淬火设备。先进比较好的热处理设备就要属感应类淬火设备了齿轮淬火设备,轴类的感应淬火一般有专门的轴类淬火设备,因为不同的轴类工件形状、性能不同,所以选用的轴淬火设备也会有所区别,单轴类淬火机的种类就有很多,那么,花键轴淬火、凸轮轴淬火、齿轮轴淬火分别用什么样的轴类淬火机呢?一起来看。
花键轴类零件在使用中承受扭转应力和滑动摩擦,所以需要具有较高的表面硬度和抗扭转强度。感应淬火是提高其使用性能的方法之一。在汽车或机械制造领域中,花键轴类零件往往是承受交变的扭转、交变的弯曲和滑动摩擦等载荷。花键轴淬火设备,可提高花键轴的抗弯曲强度和抗扭转疲劳强度等性能。工作原理也很简单:工件加热后做匀速旋转运动,同时进行喷液淬火,感应器带喷水,这样可使工件加热到所需温度后,可立即自动打开喷水电磁阀喷水,可保证淬硬层深度和淬火硬度。
凸轮轴是活塞发动机里的一个部件,它的作用是控制气门的开启和闭合动作。给凸轮轴淬火目的是高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。凸轮轴的淬火可选用凸轮轴淬火机凸轮轴淬火机,它是对凸轮轴表面进行淬火处理的机械设备,它采用圆形感应器,对凸轮轴的凸轮及其他淬火部位,进行逐个淬火工艺,感应加热设备的质量稳定可靠,硬质达到材质要求的硬度,淬硬层合格。

为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
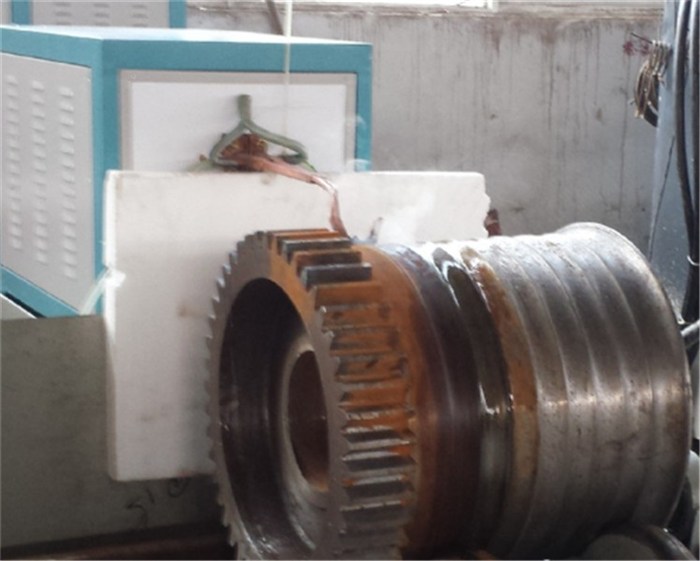
大型轴承圈滚道中频感应淬火
钢平面滚道轴承是火箭、、发射装置中用于回转支承的重要部件。其滚道表面应采用中频感应连续淬火回火。弧面要求淬火HRC50~55,硬化层深度3.0mm,允许2处共有<40mm长、HRC>45的淬火软带区,不允许有密集的发纹。
滚道圈嵌镶在框架之中,采用中频感应淬火机床,淬火操纵台和工件回转驱动架等辅助装置。中频淬火工艺在滚道弧面上连续渐进预热、加热喷射淬火。调整、校正置于回转驱动架上的轴承滚道,对回转架中心的不同心度和不平行度小于0.6mm 。感应器施感导体的工作面与滚道表面间隙2~4 mm。轴承圈滚道表面中频连续喷射淬火介质常用 0.05~0.3%聚乙烯醇水溶液、4~10%乳化油水溶液或其它油类介质。聚乙烯醇淬火介质冷却能力强。

汽车半轴局部感应加热感应器的类型
仿型的多孔位感应器形式
仿型的多孔位感应器中每只感应器为仿型的感应器,进、出料在线圈的同一端。各感应器之间电气连接方式,可以是并联,也可以是串联。
人工送料、气缸退料方式 感应器水平放置,坯料放在感应器前的托架上按节拍由人工送进感应器,感应器的另一端装有气缸,这种气缸中装有两个活塞,这种装置可使缸的顶杆头部有3个位置,个位置是进料时,顶杆作为定位挡;第2个位置是加热时,顶杆退出感应器,以免顶杆受热;第3 个位置是加热时间结束推出加热好的坯料。
(2) 气缸自动送料、退料方式 感应器倾斜放置,坯料放在感应器前的气缸缸体上的V型托架上,该气缸缸杆固定不动,活塞(缸体) 可上下移动。这样活塞移动,带动缸体V型托架,将坯料端部移入感应器进行加热,在进料端由气缸进行定位,不需要在感应器另一端定位。加热时间结束,气缸活塞下行,随之带动缸体、V型托架,端部已经加热好的坯料退出感应器,送入锻压设备成形。感应器倾斜角度以坯料可以顺利推上退下而不倾倒为原则。
(3) 人工送料、人工退料方式 感应器水平放置,人工送料,同人工退料。采用这种方式时, 定位等都由操作者掌握。
依据汽车行业工件的特点,研制了针对汽车轴类、齿轮齿圈类、等速万向节钟型壳类、轮毂轴承类、等速万向节三柱槽壳类零件的感应淬火及回火。

从动齿圈中频感应加热预淬火
从动齿圈是联合收割机差速器总成中的关键零件。技术要求感应淬火后齿顶和齿根部硬度为50~60HRC。
从动齿圈采用整体预热后高频加热淬火方式,可使齿部与心部的温差减小,降低齿顶和齿根传热条件不同而引起的温度差异,获得沿齿廓分布的淬硬层。另外,考虑到操作方便,直接采用中频进行齿部预热后二次加热淬火。零件淬火后留自回火温度200~250 ℃,同时规定淬火和回火时间间隔不得超过2小时,有效防止淬火裂纹的产生。
1. 从动齿圈采用齿部预热后中频加热淬火方式,可以显著降低由于齿顶和齿根传热条件不同而导致的温度差异,从而获得沿齿廓分布的淬硬层。
2. 在对齿宽较宽的盘状类齿轮整体加热的感应器设计时,感应器的高度应比齿圈的齿宽小1~2 mm,以减小加热时的尖角效应。
3. 随着数控淬火机床的发展,如果采用数控机床,可以实现两次加热采用不同的工艺参数,则能够取得更好的效果。















