凸轮轴淬火设备图片(查看)_齿轮淬火设备
2021-05-27 09:23:13
感应淬火技术在风电增速齿轮箱内齿圈上的应用
在齿轮的强化方法中,感应淬火与调质、渗碳、渗氮一起构成四大基础工艺。考虑到生产实际,在风电增速箱内齿圈的批量生产中采用渗氮或感应淬火工艺可以获得比较高的生产效率及较低的生产成本。具体采用何种工艺主要由客户要求、自身工艺控制水平及生产效率成本等因素而定。根据ISO6336标准,对于模数大于16的齿轮件就不再推荐使用氮化工艺提高表面硬度,故对模数大于16的内齿圈推荐采用感应淬火工艺进行加工。
1.感应淬火工艺
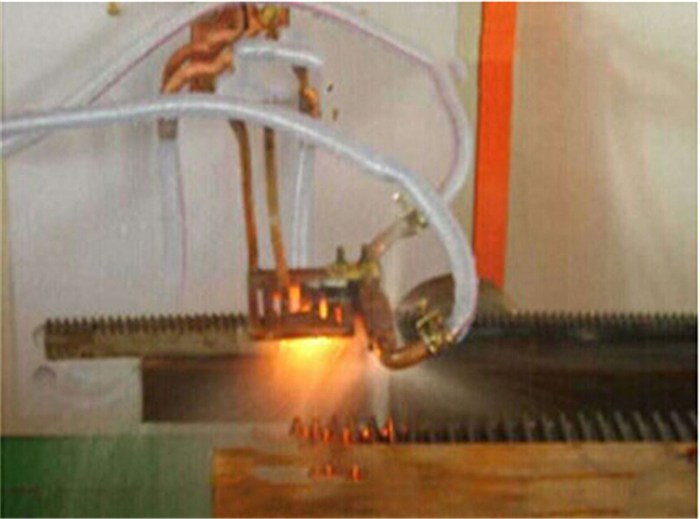
风电增速箱内齿圈一般采用逐/隔齿沿齿沟扫描技术进行感应淬火凸轮轴淬火设备。采用设计制造合理的感应器齿轮淬火设备,配合的工艺参数控制,可以生产质量优良、稳定的感应淬火齿圈。
2.感应淬火的优缺点
将感应淬火技术应用于风电增速箱内齿圈上,不仅具有生产、节约能源、环境污染小以及易于实现自动化等感应淬火共有优点,还具有以下特点:
(1)相比于氮化,其对基体硬度和组织要求可以适当放宽。
(2)相比于渗碳淬火,工件不是整体加热,变形较小,故相应磨量较小,设计放模量可减少轴淬火设备,且后续生产加工成本较低。
(3)批量生产时交货期短,满足一些客户需求。
(4)便于机械化和自动化,设备紧凑,使用方便,劳动条件好花键轴淬火设备。
但使用感应淬火技术对内齿圈进行加工,尚有以下困难及缺点待克服:新齿形产品工艺试验周期较长,感应器设计/相关工艺参数选择需要慎之又慎;不能实现全齿宽淬硬。目前可满足设计上80%齿宽高符合工艺要求,这一点也是未来需要改进和克服的地方;批量生产时,发生批量事故风险较大,需要严格的质量控制体系和较高的质量控制水平来进行控制。
钢齿圈的感应淬火
钢齿圈的表面感应淬火后技术要求为:表面硬度55HRC~60HRC,淬硬层深为1.1mm~10.8mm(齿顶为10.8mm,齿根为1.1mm)。
齿圈感应加热参数的选择现有的加热方式是采用中频电源,沿齿廓整体旋转加热达到淬火温度后,喷冷却介质,要达到齿顶、齿根均匀的硬化层分布,使齿圈得到接近仿形淬火效果,选择合适的加热功率、加热时间、预冷时间非常重要。根据齿圈同时加热淬火的面积、硬化层深度、比功率及加热时间之间的关系,确定齿圈的加热参数。
感应加热参数对齿圈淬火的影响齿圈感应加热的频率选择是比较复杂的,要选择的电流频率,使齿顶和齿根被均匀地加热有一定的困难,特别是模数m,齿数z及齿宽b等参数的变化都影响频率的选择。

花键轴零件感应淬火
花键轴类汽车零件在使用中承受扭转应力和滑动摩擦,所以需要具有较高的表面硬度和抗扭转强度。感应淬火是提高其使用性能的方法之一。在汽车或机械制造领域中,花键轴类零件往往是承受交变的扭转、交变的弯曲和滑动摩擦等载荷。商用车常见花键轴类零件主要包括驱动半轴、贯通轴、传动轴、花键轴、花键轴叉、轴间差速器壳、行星轮架轴、制动凸轮轴等。在生产实践中为提高这些零件的使用性能,除个别零件采用调质工艺外,绝大部分零件采用感应热处理强化工艺,其抗弯曲强度和抗扭转疲劳强度等性能得到极大提高。
整体一次加热淬火方法感应器结构为矩形铜管加导磁体的纵向分布形式,即由铜管绕制成矩形回线结构, 加热时,工件上的感生涡流纵向环流,在工件旋转同时整个圆周面迅速被加热。感应器铜导线上装置的导磁体起到控制磁力线分布的作用。感应器的附近装置喷液冷却器,在加热工件达到设定温度(或时间)时自动喷液冷却。目前,国内汽车厂家多采用整体一次加热淬火方法来处理半轴这类零件,零件的质量和生产效率均达到比较好的状态。
移动(扫描、连续)加热淬火方法感应器一般为圆环形回线结构,环形导线内部通有足够压力和流量的循环冷却水。感应加热时,工件上有周向感生电流流动,工件一边加热一边与感应器相对移动,感应器上装有喷液器,以实现一边移动(扫描、连续)加热一边喷射冷却液冷却,终实现淬火强化的目的。

汽车半轴感应加热电源电流频率及加热时间的选择
汽车半轴局部感应加热时频率的选择基于以下两个因素:
(1) 感应器的电效率,使其力求接近于极限值,这就要求有足够高的电流频率,因为电效率随频率而提高。
(2) 加热时间的情况下,保证工艺需要的心表温差,即要求适度降低电流频率。高的电效率短的加热时间,使局部加热必然会产生的局部热向毛坯非加热部位的热传导会更少。因此,局部感应加热的效率,基本上取决于电流频率的正确选择。电流频率可依据半轴坯料的的直径来选择电流的频率。
坯料以给定的心表温度差由起始温度(这里取600 ℃)加热到锻压温度所需要的时间,称为加热时间。在给定心表温度差(如100 ℃温差规范)的前提下,加热时间只取决于电流的频率(它决定电流透入深度)、坯料的物理性质(导热性)以及坯料的直径(坯料的直径减去电流透入深度决定了平均热传导的距离)。
加热时间的确定非常重要,坯料在感应器内实际的加热时间小于确定的加热时间, 从感应器内出来的坯料的心表温差将大于100 ℃,而达不到锻压需要的温度要求;如果大于确定的时间,将会造成能耗的增加,工作节拍延长,生产效率降低,加热段向非加热段热传导增加,甚至造成加热段过烧、坯料报废的严重后果。坯料直径按直径来进行加热时间的计算。

从动齿圈中频感应加热预淬火
从动齿圈是联合收割机差速器总成中的关键零件。技术要求感应淬火后齿顶和齿根部硬度为50~60HRC。
从动齿圈采用整体预热后高频加热淬火方式,可使齿部与心部的温差减小,降低齿顶和齿根传热条件不同而引起的温度差异,获得沿齿廓分布的淬硬层。另外,考虑到操作方便,直接采用中频进行齿部预热后二次加热淬火。零件淬火后留自回火温度200~250 ℃,同时规定淬火和回火时间间隔不得超过2小时,有效防止淬火裂纹的产生。
1. 从动齿圈采用齿部预热后中频加热淬火方式,可以显著降低由于齿顶和齿根传热条件不同而导致的温度差异,从而获得沿齿廓分布的淬硬层。
2. 在对齿宽较宽的盘状类齿轮整体加热的感应器设计时,感应器的高度应比齿圈的齿宽小1~2 mm,以减小加热时的尖角效应。
3. 随着数控淬火机床的发展,如果采用数控机床,可以实现两次加热采用不同的工艺参数,则能够取得更好的效果。

需要根据感应淬火设计要求针对工艺参数进行选择:
(1)电流频率由感应电流透入深度计算。针对内齿圈数毫米的工艺层深要求,采用中频感应电源进行加热。
(2)感应器与零件间隙由工艺试验确定。
(3)加热功率及扫描速度由工艺试验确定。扫描速度影响生产效率,加热功率影响零件开裂风险。要综合考虑各因素后选择参数。
(4)加热-淬火间隔影响零件开裂风险。通过调节相关机构及扫描速度来控制。















