宁夏支重轮拖轮淬火设备(服务保障)_支重轮拖轮淬火设备图片
2021-07-28 09:20:06
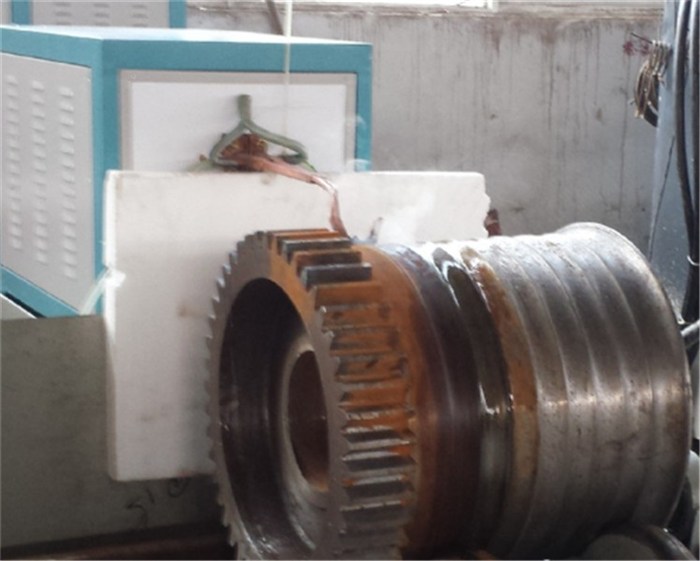
中频轴淬火设备都应用在哪些领域,具有什么特点?
大直径的中频轴淬火设备,配置采用的IGBT变压器、感应器是精心制作的,大直径中频轴淬火设备400mm以内直径的轴淬火支重轮拖轮淬火设备,其淬火层深为2-6mm齿轮淬火设备,淬火深度可以自行调节,满足各种要求淬火层比较深的工件淬火(链轮、导轨面、轴、盘、花键轴、凸轮、凸缘等)。
中频轴淬火设备的主要应用范围:
1、各种五金工具、手工工具的热处理,如钳子、扳手、旋具、锤子、斧头等。
2、各种汽车配件、摩托车配件的高频淬火处理,如:曲轴、连杆、活塞销、曲柄销、链轮、凸轮轴、气门、各种摇臂、摇臂轴;变速箱内各种齿轮、花键轴、传支半轴、各种小轴、各种拨叉等高频淬火的处理。
3、各种电动工具上的齿轮、轴等的高频淬火处理。
4、塞、转子泵的转子;各种阀门上的换向轴、齿轮泵的齿轮等的淬火处理。
5、金属零件的热处理,如各种齿轮、链轮、各种轴、花键轴、销等的高频淬火处理。
中频轴淬火设备的特点:设备体积小,方便移动,安装和操作起来非常方便,设备安全性能高;省电节能环保,使用新型的IGBT加热电源,无噪音;设备应用范围较广泛,适合各种机械零件的表面淬火;用于轴表面淬火,淬火速度快,淬火加热均匀花键轴淬火设备。

为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
薄壁齿轮的超音频感应加热淬火
薄壁齿轮材料及热处理技术要求
齿轮材料为45钢。热处理技术要求是齿坯正火到179-299HB,精切齿后沿齿沟高频感应加热淬火到硬度48—55HRC。齿根淬硬层深度≥0.5mm。
淬火加热电源设备
淬火机床功率100kW,加热频率100kHz。感应器采用螺旋状,同时感应器设计时增大与齿轮的耦合,提升感应加热的速度。
加热工艺参数
加热采用全齿同时加热方式。通过加热电源输入功率的调节控制齿轮感应加热时获得的比功率,从而控制感应加热速度。加热后采用喷水冷却的方式。

齿轮双频淬火
1. 齿轮双频淬火机理
齿轮双频淬火的机理是先用较低频率进行齿轮预热,然后在进行高频加热。
2. 双频齿轮淬火法
齿轮双频淬火可由两种方法实现,即同时加热法:一次加热齿轮全部加热表面;扫描加热法:齿轮依次通过中频预热及高频加热感应器。扫描淬火法所需电源功率比同时加热法要小。
双频齿轮感应淬火工艺适用于大批量齿轮生产,能取代渗碳齿轮方式。
汽车半轴感应热处理淬火工艺
汽车发动机动力输出通过变速器、后桥,经半轴传到车轮,使车轮承受扭转力与冲击,在汽车传动中,半轴属于不可或缺的关键部件。半轴需要具备高硬度、高强度等性能,以便保证汽车在行驶中有着良好的性能和安全保证。目前半轴采用感应淬火工艺。半轴法兰与杆部硬化层的连续与否,以及杆部硬化层深度与直径之比,是提高半轴疲劳强度的关键。
半轴感应淬火一般有扫描淬火与一次加热淬火两种。一次加热淬火适用于半轴的大批量生产。从生产率、淬火质量、节能效果与生产成本进行比较。一次加热淬火比扫描淬火为优,但需要大功率电源、冷却系统及设计的感应器结构。
1、半轴扫描淬火,一般采用立式通用淬火机或淬火机。首先加热法兰面到淬火温度,然后对杆部与花键部进行扫描淬火。
2、半轴一次加热淬火,是将整根半轴的淬火区域一次进行加热,是一种先进的工艺。由于一次冷却量特别大,因此需配的冷却系统及特殊设计的感应器。国内汽车制造厂已成功地将此工艺应用于生产,取得生产率提高数倍、弯曲疲劳强度大大提高,并且节能效果显著。















