供应:行车轮淬火设备_行车轮淬火设备价格(认证企业)
2021-11-04 09:18:06
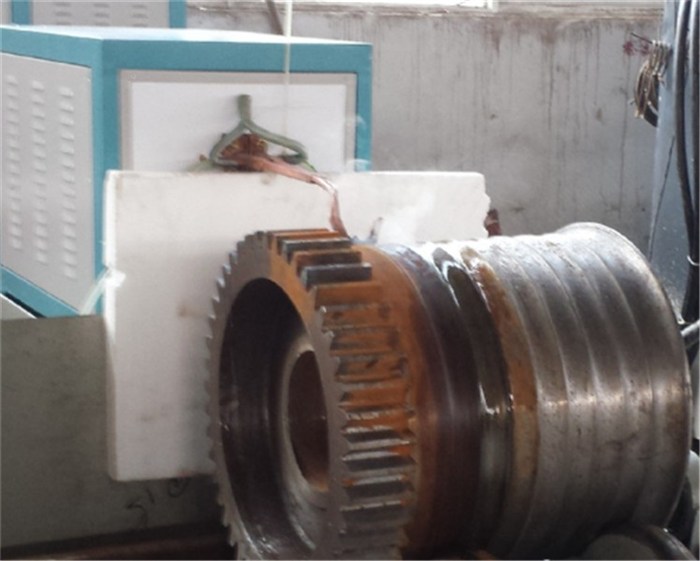
齿轮淬火
齿轮淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织行车轮淬火设备,然后配合以不同温度的回火齿轮淬火设备,以大幅提高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。
齿轮淬火的必要性
有些零件(包括齿轮在内)在工件时在受扭转和弯曲等交变负荷、冲击负荷的作用下,它的表面层承受着比心部更高的应力。在受摩擦的场合,表面层还不断地被磨损,因此对一些零件表面层提出高强度、高硬度、高耐磨性和高疲劳极限等要求,只有表面强化才能满足上述要求。由于表面淬火具有变形小、生产率高等优点,因此在生产中应用极为广泛。
齿轮淬火目的
齿轮淬火原理:将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时,周围即产生交变磁场。交变磁场的电磁感应作用使工件内产生封闭的感应电流──涡流。电流在工件截面上的分布很不均匀,工件表层电流密度很高,向内逐渐减小,这种现象称为集肤效应。工件表层高密度电流的电能转变为热能,使表层的温度升高花键轴淬火设备,即实现表面加热。电流频率越高,工件表层与内部的电流密度差则越大,加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却,即可实现表面淬火。

为什么销轴生产厂家都选用销轴淬火设备
销轴的热处理方式有多种,为什么销轴生产厂家都选用销轴淬火设备?简单的说就是销轴淬火设备热处理效果好,详细的就要从多方面来比较了。
首先我们先弄明白什么是销轴,销轴是一类标准化的紧固件,既可静态固定连接,亦可与被连接件做相对运动,主要用于两零件的铰接处,构成铰链连接,用于定位和紧固零部件,在很多的设备、机械上都有用到,对于销轴的质量要求要高,为提高销轴的硬度和耐磨度,销轴的生产厂家选用销轴淬火设备进行淬火。
销轴淬火设备是专门针对销轴研发的一类淬火设备,其实销轴的淬火设备选不只这一种,但销轴淬火设备却成为了厂家的,就是因为更适合,实际生产中效果和效率都好。
销轴淬火设备配淬火机床适用于批量销轴淬火:
1、采用数字控制系统,性能先进、使用方便,定位准确。
2、自动化程度高。
3、生产。
4、气动自动上料。
5、可远控和配接红外测温,实现温度的自动控制,提高加热质量和简化工人操作。

为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
大型轴承圈滚道中频感应淬火
钢平面滚道轴承是火箭、、发射装置中用于回转支承的重要部件。其滚道表面应采用中频感应连续淬火回火。弧面要求淬火HRC50~55,硬化层深度3.0mm,允许2处共有<40mm长、HRC>45的淬火软带区,不允许有密集的发纹。
滚道圈嵌镶在框架之中,采用中频感应淬火机床,淬火操纵台和工件回转驱动架等辅助装置。中频淬火工艺在滚道弧面上连续渐进预热、加热喷射淬火。调整、校正置于回转驱动架上的轴承滚道,对回转架中心的不同心度和不平行度小于0.6mm 。感应器施感导体的工作面与滚道表面间隙2~4 mm。轴承圈滚道表面中频连续喷射淬火介质常用 0.05~0.3%聚乙烯醇水溶液、4~10%乳化油水溶液或其它油类介质。聚乙烯醇淬火介质冷却能力强。

齿轮双频感应加热过程及齿轮材质的选择
双频加热的原理是使用低高两种频率的热源。首先,以较低频率的热源加热(3—10kHz),为齿轮预热提供所需能量。
随后,立即进行高频热源加热,频率范围100-250kHz之间。频率选择依齿轮尺寸及周节大小而定。高频热源将迅速使全部齿轮外表面加热至淬火温度,然后齿轮立即淬火,获得设计所规定的硬度。
在双频加热中,固定在心轴上旋转着的齿轮接受预热,随后一个快速“脉冲使之达到终适宜的淬火温度后,工件被送入水中淬火。全部过程共需30秒钟。
这一过程为计算机所控制。由于加热速度快,表面无氧化、脱碳现象,外观质量及心部材料的性能仍保持不变。
制造齿轮有多种材料,从工艺及经济的观点出发,钢得到广泛应用。
含碳量决定钢能达到的硬度。通常用于感应热处理的钢,视其表面的设计硬度要求,含碳量一般为0.40,0.50或0.60%为宜。
要使零件在局部加热之后淬火硬化,钢的含碳量必须达到设计硬度的要求。
双频感应淬火解决这一问题的办法是,严格控制热处理变形,使变形量限制在太多数齿轮的设计要求范围之内。
齿轮淬火处理有其特点,双频感应处理是各种方法中较理想的。在常规处理中,要同时满足一定的硬化层深度及变形要求是困难的,因为两者会相互影响,相互制约。而双频感应方法仅对齿轮的局部提供淬火所必须的能量(比常规生产减少2—3倍),因此,变形范围及硬化深度均达到设计要求。

汽车半轴感应热处理淬火工艺
汽车发动机动力输出通过变速器、后桥,经半轴传到车轮,使车轮承受扭转力与冲击,在汽车传动中,半轴属于不可或缺的关键部件。半轴需要具备高硬度、高强度等性能,以便保证汽车在行驶中有着良好的性能和安全保证。目前半轴采用感应淬火工艺。半轴法兰与杆部硬化层的连续与否,以及杆部硬化层深度与直径之比,是提高半轴疲劳强度的关键。
半轴感应淬火一般有扫描淬火与一次加热淬火两种。一次加热淬火适用于半轴的大批量生产。从生产率、淬火质量、节能效果与生产成本进行比较。一次加热淬火比扫描淬火为优,但需要大功率电源、冷却系统及设计的感应器结构。
1、半轴扫描淬火,一般采用立式通用淬火机或淬火机。首先加热法兰面到淬火温度,然后对杆部与花键部进行扫描淬火。
2、半轴一次加热淬火,是将整根半轴的淬火区域一次进行加热,是一种先进的工艺。由于一次冷却量特别大,因此需配的冷却系统及特殊设计的感应器。国内汽车制造厂已成功地将此工艺应用于生产,取得生产率提高数倍、弯曲疲劳强度大大提高,并且节能效果显著。















