电梯轮淬火设备生产商_电梯轮淬火设备生产商联系方式 (在线咨询)
2022-01-11 09:15:58
感应淬火技术在风电增速齿轮箱内齿圈上的应用
在齿轮的强化方法中,感应淬火与调质、渗碳、渗氮一起构成四大基础工艺。考虑到生产实际,在风电增速箱内齿圈的批量生产中采用渗氮或感应淬火工艺可以获得比较高的生产效率及较低的生产成本。具体采用何种工艺主要由客户要求、自身工艺控制水平及生产效率成本等因素而定。根据ISO6336标准,对于模数大于16的齿轮件就不再推荐使用氮化工艺提高表面硬度,故对模数大于16的内齿圈推荐采用感应淬火工艺进行加工。
1.感应淬火工艺
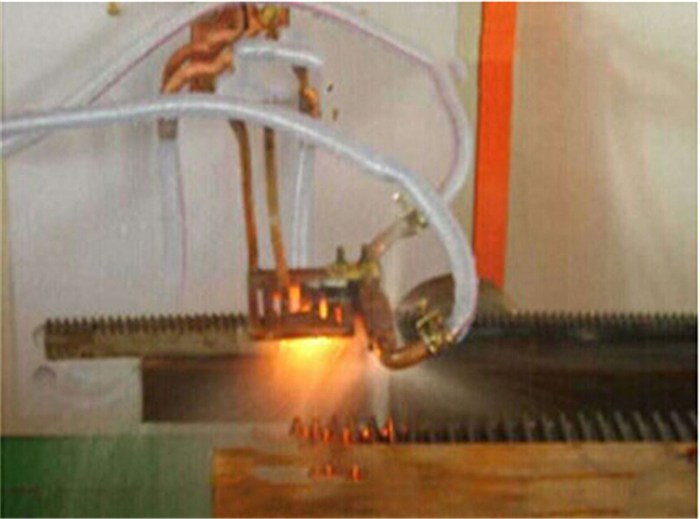
风电增速箱内齿圈一般采用逐/隔齿沿齿沟扫描技术进行感应淬火电梯轮淬火设备。采用设计制造合理的感应器齿轮淬火设备,配合的工艺参数控制,可以生产质量优良、稳定的感应淬火齿圈。
2.感应淬火的优缺点
将感应淬火技术应用于风电增速箱内齿圈上,不仅具有生产、节约能源、环境污染小以及易于实现自动化等感应淬火共有优点,还具有以下特点:
(1)相比于氮化,其对基体硬度和组织要求可以适当放宽。
(2)相比于渗碳淬火,工件不是整体加热,变形较小,故相应磨量较小,设计放模量可减少轴淬火设备,且后续生产加工成本较低。
(3)批量生产时交货期短,满足一些客户需求。
(4)便于机械化和自动化,设备紧凑,使用方便,劳动条件好花键轴淬火设备。
但使用感应淬火技术对内齿圈进行加工,尚有以下困难及缺点待克服:新齿形产品工艺试验周期较长,感应器设计/相关工艺参数选择需要慎之又慎;不能实现全齿宽淬硬。目前可满足设计上80%齿宽高符合工艺要求,这一点也是未来需要改进和克服的地方;批量生产时,发生批量事故风险较大,需要严格的质量控制体系和较高的质量控制水平来进行控制。
齿轮感应淬火的发展
齿轮的硬齿面热处理工艺主要有 :渗碳 (和碳氮共渗 )、渗氮 (和软氮化 )及感应淬火。齿轮感应淬火和渗碳、渗氮相比 ,具有节能、节约合金元素、生产周期短、劳动环境好以及可在线生产等优点。因此 ,随着齿轮感应淬火工艺的不断改进 ,它在机床、汽车、拖拉机、机车以及回转支承等制造工业等应用领域得到了越来越广泛的应用。
常规 (单频 )齿轮感应淬火
机床传动齿轮使用感应淬火早 ,但受当时感应淬火电源频率的限制 ,大部分仍采用高频200kHz或中频 25~8kHz电应淬火。此种工艺常得到全齿淬硬或半齿淬硬的齿轮。
单齿一次加热或扫描淬火
单齿一次加热淬火中频 8~10kHz常用于m =8mm以上的大模数齿轮。沿齿沟扫描淬火 沿齿沟扫描淬火主要用于m =6mm以上的直齿轮及斜齿轮 ,此种方法应用极广 ,并且已有极成熟的工艺与装备。

变速器换档叉轴感应淬火
换档叉轴结构独特,技术要求高,采用常规的感应淬火工艺难以达到技术要求。热处理技术要求及零件结构特点零件材料为45钢,要求波形槽部分感应淬火,硬度≥55HRC,有效硬化层深≥2mm。
采用一般的多匝外圆感应器淬火时,由于尖角效应,棱边棱角部分的加热速度比其它部分快,在波形槽温度还未达到淬火温度时,盲孔出口平台的棱角棱边就已过热,甚至被烧熔。我们曾经试过在盲孔中插入铜塞,以屏蔽盲孔及出口处的棱边棱角。虽然解决了棱边棱角过热过烧,但由于零件整个圆柱面被加热,盲孔受到热影响产生变形,无法保证尺寸要求。采用平面感应器对波形槽单边加热时,由于平面感应器的功率损耗大,电效率低,加热速度慢,在加热波形槽过程中,热量已向盲孔传导,再加上平面感应器磁力线逸散入盲孔,当波形槽温度达淬火温度时,盲孔也已被加热,无法达到盲孔精度要求。
改进工艺方案为零件预先反弯曲变形→屏蔽感应加热淬火→回火→校直→磨外圆。(1)用紫铜管制造屏蔽套。其作用是把不需加热的地方全部屏蔽,只露出波形槽部分,这样,在波形槽感应加热淬火过程中可地减少盲孔受到的热影响。 (2)感应器仍采用电的圆柱形感应器。(3)为减少淬火变形,采用聚乙烯醇冷却液。(4)在零件感应加热前进行预先反变形处理。

大型轴承圈滚道中频感应淬火
钢平面滚道轴承是火箭、、发射装置中用于回转支承的重要部件。其滚道表面应采用中频感应连续淬火回火。弧面要求淬火HRC50~55,硬化层深度3.0mm,允许2处共有<40mm长、HRC>45的淬火软带区,不允许有密集的发纹。
滚道圈嵌镶在框架之中,采用中频感应淬火机床,淬火操纵台和工件回转驱动架等辅助装置。中频淬火工艺在滚道弧面上连续渐进预热、加热喷射淬火。调整、校正置于回转驱动架上的轴承滚道,对回转架中心的不同心度和不平行度小于0.6mm 。感应器施感导体的工作面与滚道表面间隙2~4 mm。轴承圈滚道表面中频连续喷射淬火介质常用 0.05~0.3%聚乙烯醇水溶液、4~10%乳化油水溶液或其它油类介质。聚乙烯醇淬火介质冷却能力强。

感应加热表面淬火在齿轮传动件上的应用
机械制造技术的进步向从事感应淬火工艺和设备工作的技术人员提出了愈来愈多的难题。为解决这些难题,必须研制新的技术装备和采用新的工艺方法。
齿轮传动件工作时承受各种类型的载荷,为提高零件在各种服役条件下的强度和寿命, 对热处理提出了许多具体的要求。比如:只要在浅淬硬层的表面获得高硬度就可以提高表面耐磨性。对于重载齿轮, 应增大轮齿高接触载荷区即接近节圆直径的淬硬层。沿齿廓即齿部和齿根淬火会提高在交变载荷下工作的齿轮的弯曲疲劳强度。淬硬层在齿根处断开或齿根部淬硬层太浅,易产生应力集中,是很危险的。需解决的主要问题是选择工作频率和淬火方法,淬火方法对淬火感应器的研制提出了很高的要求。特殊设计感应器能够仿齿沟形状的淬硬层,这与工件中感应涡流的路径有关。
在齿轮感应淬火领域,可为客户提供:齿轮单齿淬火、齿轮整体淬火、大型齿轮淬火解决方案。整套淬火设备包括:晶体管感应加热电源、淬火机床、设备冷却系统及控制系统,可实现齿轮淬火过程全部自动化。

汽车轮毂轴分段感应淬火与整体感应淬火的工艺的区别
分段感应淬火和整体感应淬火在汽车轮毂轴上应用的进行对比。
1.分段感应淬火工艺
目前生产厂家大部分都设计采用复杂台阶的轮毂轴管结构,由于轮毂轴管特殊结构,目前感应淬火强化多采用分段多次进行。淬火强化区域包括两段外圆柱面及三个过度圆角,淬火区域比较复杂。分段感应淬火技术有以下缺点:
(1)轮毂轴管有两段不连续的淬火区,分两道工序淬火,所需感应器品种多;
(2)淬火变形超差造成废品率较高,且分段淬火生产节拍慢、成本高、工人劳动强度大;
(3)分段感应淬火形成的中间淬火软带降低了轮毂轴管的强度,由于淬火硬化区和软带硬度相差大,进入磨削工序软带部位粗糙度偏低,影响磨削质量;
(4)分段感应淬火技术中圆角靠圆角的热传导带起来,台阶尖角部位存在明显的过热问题;
(5)分段感应淬火使零件储热少,自回火开裂风险增大。对于以上分段感应淬火技术所带来的缺点,其中淬火变形问题可以采取加大磨削余量的办法解决,但会增加部分磨削加工的成本;其他缺点在使用分段淬火技术时是无法解决办法的,如需这些问题,需进一步优化感应热处理工艺。















