【中频大轴淬火设备有哪些】_轴淬火设备厂家_中频大轴淬火设备(联系我们)
2022-02-25 09:13:08
链轮表面感应淬火可直接选配套的链轮高频淬火设备
链轮在工作的时候会受到扭转和弯曲等交变负荷、冲击负荷的作用,在链轮的表面承受着比心部更高的应力,因而更易变形火损坏中频大轴淬火设备,所以在生产链轮的时候齿轮淬火设备,会对链轮表面进行淬火工艺,增强链轮表面的硬度、耐磨性以及承载外力冲击的作用。市面上链轮淬火的设备有很多,因今年来对环保要求的提升,链轮表面淬火一般也选择环保性更强的感应淬火设备。
链轮在机械设备中应用需要满足高强度、高硬度、高耐磨性等的要求,给链轮表面淬火就是为幅提链轮的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。那为什么选用表面淬火呢?表面淬火变形小,较整理淬火生产率更高,因而生产过程中没有特殊要求的多进行表面淬火轴淬火设备。

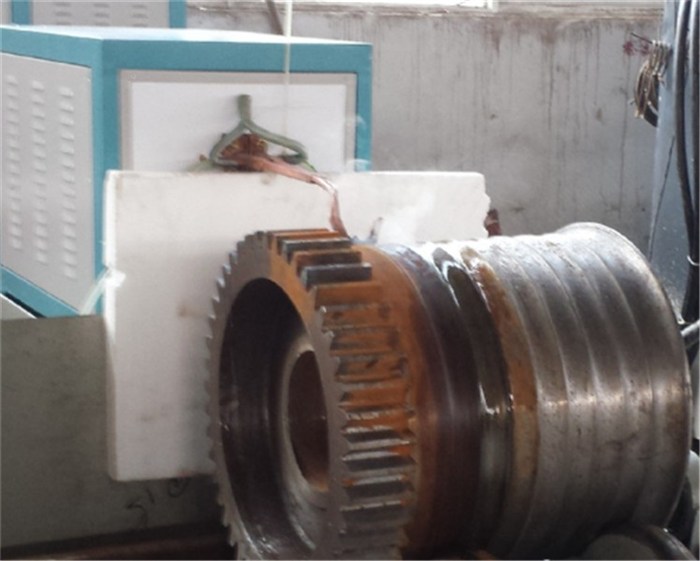
为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力花键轴淬火设备,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
带偏心轮凸轮轴的感应加热淬火
凸轮轴是广泛应用于汽车、工程机械、拖拉机等发动机的重要零件,它与挺杆组成一对摩擦副,其主要作用是保证气阀定时开启和关闭。由于发动机的高速运转以及气门挺杆的冲击和磨损,在工作中除承受一定的弯曲和扭转载荷外,还要求具有良好的强度和表面耐磨性等。凸轮轴材料的选用主要取决于其在发动机中的工作条件、使用状况等。目前制造凸轮轴的材料、工艺种类较多,可分为钢和铸铁两大类。凸轮轴感应淬火机床必须对偏心轮表面淬硬。淬火机床具有两个工位,淬火变压器、感应器共两套,每个工位各一套。双工位可单独执行淬火程序,可对凸轮轴的各轴承档、凸轮档、偏心轮档单独进行加热、淬火。加热电源系统设备采用晶体管感应加热电源,输出功率范围可调。淬火机床控制部分该控制系统由西门子S840D数控系统构成,是该设备的核心部分,对淬火过程的凸轮轴运动、感应器移动、能量控制、冷却水和淬火介质的冷却、供给等进行控制,并具有自动监测和报警功能,能将故障编码和主要内容显示在主菜单上。可通过主菜单上的按钮进行操作,并对程序中各参数进行修改、保存,实现不同的淬火工艺。

锥齿轮高频感应加热淬火工艺
锥齿轮用于拖拉机产品中,其齿部要求高频表面淬火,圆柱形感应器进行工艺试验,发现工件淬火硬度不均, 不能满足产品技术要求。
与齿部形状相一致的锥形感应器,通过工艺试验,满足了产品技术要求。
产品的材质为45钢,热处理调质硬度25-30HRC,齿部要求表面淬火,淬火硬度40-50HRC。
齿部高频淬火采用感应淬火设备。采用同时加热喷水冷却。高频感应淬火所用 感应器为锥形感应器,感应器与齿部大端面之间间隙为2mm。
通过生产实践,采用锥形感应器对锥齿轮齿部进行高频淬火,回火后测得齿部表面淬火硬度均在40-50HRC之间,产品质量稳定,满足生产需求及产品技术要求。

齿轮感应淬火的作用与目的
近年来 ,随着齿轮生产商对技术认识的不断提高,带来了多方面的改进,如低噪音、轻量化、低成本和高承载能力等,使得齿轮副在高速和大扭矩作用下产生少的热量。并不是所有的齿轮都适应感应淬火 ,外螺旋直齿轮、蜗杆齿轮、内齿轮、齿条和链齿属于典型的感应淬火齿轮零件。相反,锥齿轮、双曲面齿轮和非圆形齿轮几乎不使用感应热处理。
与渗碳和渗氮相比,感应淬火不要求齿轮整体加热。通过感应淬火,可将热量地施加于特定的区域,使该区域产生所期望的相变 (例如齿廓、齿根和齿顶有选择的硬化) ,且对其余区域的影响很小。根据应用情况,齿部硬度范围一般是 42~60 HRC。
齿轮感应淬火的一个目的是在齿轮的特殊部位得到细晶的全马氏体层 ,以提高硬度和耐磨性。 但不会使其余部分受热处理的影响。 硬度的增强也提高了接触疲劳强度 ,由于同时增强了硬度、耐磨性并可获得细晶粒的马氏体层 ,所以可以使用廉价的中高碳钢或低合金钢去替代较贵的高合金钢。
并非总是能够得到全马氏体层 ,根据钢的品种不同 ,硬化层不可避免存在残余奥氏体 (除非使用低温处理) 。 对于含碳量高的钢和铸铁 ,尤其如此。
齿轮感应淬火的另外一个目的是增加齿轮表面压应力。这是很重要的,因为它有助于抑制裂纹的产生,也阻止了拉应力引起的弯曲疲劳性能的下降。这种钢铁的使用 ,使它原先的显微组织和齿轮工况 (包括载荷情况和操作环境) 决定了所需要的表面硬度、芯部硬度、硬度断面、齿轮强度和残余应力分布。

汽车花键轴感应加热淬火与回火
不少花键轴类零件采用感应加热表面淬火,取代传统调质热处理,可以减少能源消耗。但是,现在大多数花键轴感应加热后仍然采用在炉子中进行低温回火的工艺。实际上,花键轴感应加热中有热量传入其心部,利用这一部分热量对表面淬火层进行自身回火,取消炉子低温回火是完全可能的。
淬火喷水冷却过程停止后,零件表面经过一定时间才达到温度。我们一般所指的自身回火温度就是指这个温度。自身回火过程不是在恒定的温度,而是在某一温度范围内,可持续几分钟。多数花键轴要求硬度范围在HRC48至58之间,传统常采用炉中回火的工艺。
花键轴感应加热淬火层的残余应力分布与一般轴类零件不同。由于在花键部位 有拉伸残余应力存在,特别是花键接近根部处达到值,往往造成花键开裂。 为了减少花键部有害的拉伸残余应力,提高自身回火温度是有好处的。考虑到花键部要求耐磨,应该保持相当高的硬度,当回火温度在250至300摄氏度之间时,由于马氏体析出高度弥散的碳化物,马氏体比容减少。因此,我们选定花键轴自身回火温度为250至270摄氏度,花键部位的残余应力接近于零,可 以有效地防止花键开裂。花键轴由炉中回火改为回火,质量稳定,没有出现过花键开裂的质量问题,且减少了设备负荷,节省了电能。
依据汽车行业工件的特点,感应研制了针对汽车轴类、齿轮齿圈类、等速万向节钟型壳类、轮毂轴承类、等速万向节三柱槽壳类零件的感应淬火及回火。点击了解更多汽车行业零件热处理的解决方案。















