传动轴淬火设备生产商_传动轴淬火设备生产商企业
2022-04-16 09:14:52
齿轮淬火
齿轮淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。
齿轮淬火的必要性
有些零件(包括齿轮在内)在工件时在受扭转和弯曲等交变负荷、冲击负荷的作用下,它的表面层承受着比心部更高的应力。在受摩擦的场合,表面层还不断地被磨损传动轴淬火设备,因此对一些零件表面层提出高强度、高硬度、高耐磨性和高疲劳极限等要求齿轮淬火设备,只有表面强化才能满足上述要求。由于表面淬火具有变形小、生产率高等优点,因此在生产中应用极为广泛。
齿轮淬火目的
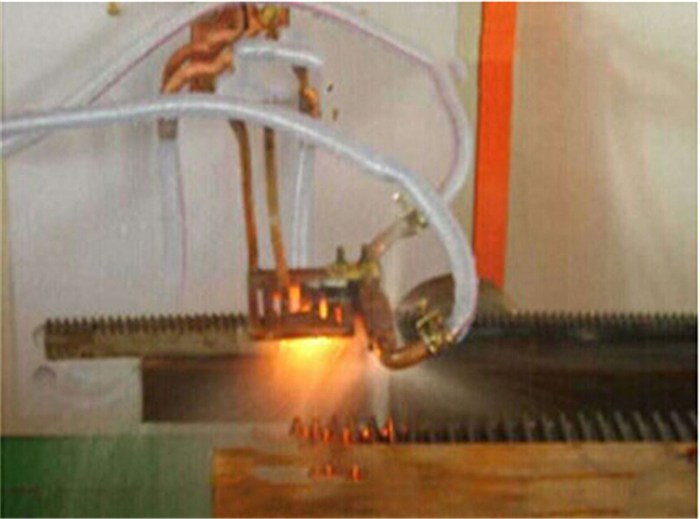
齿轮淬火原理:将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时,周围即产生交变磁场。交变磁场的电磁感应作用使工件内产生封闭的感应电流──涡流。电流在工件截面上的分布很不均匀,工件表层电流密度很高,向内逐渐减小,这种现象称为集肤效应轴淬火设备。工件表层高密度电流的电能转变为热能,使表层的温度升高,即实现表面加热。电流频率越高,工件表层与内部的电流密度差则越大,加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却花键轴淬火设备,即可实现表面淬火。

花键轴淬火、凸轮轴淬火、齿轮轴淬火分别用什么样的轴类淬火机
齿轮轴指支承转动零件并与之一起回转以传递运动、扭矩或弯矩的机械零件,一般为金属圆杆状,各段可以有不同的直径,机器中作回转运动的零件就装在轴上。为提高齿轮轴的破断能力,获得高硬度、强耐磨性,可选用齿轮轴淬火设备。
齿轮轴淬火设备以IGBT为主要器件,功率电路以串联振荡为基本特征,控制电路以频率自动跟踪,每台设备都配有相应的感应器,可段瞬间达到工件淬火所需温度,使工件表层的温度升高,不会对工件其它部位造成氧化反应。
可以看出一点:不管是花键轴淬火还是凸轮轴淬火亦或是齿轮轴淬火都选用的是感应类的轴类淬火设备,三种淬火设备的工作原理相同:将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时,周围即产生交变磁场。交变磁场的电磁感应作用使工件内产生封闭的感应电流──涡流。电流在工件截面上的分布很不均匀,工件表层电流密度很高,向内逐渐减小,这种现象称为集肤效应轴淬火设备。工件表层高密度电流的电能转变为热能,使表层的温度升高,即实现表面加热。电流频率越高,工件表层与内部的电流密度差则越大,加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却花键轴淬火设备,即可实现表面淬火。

感应淬火技术在风电增速齿轮箱内齿圈上的应用
在齿轮的强化方法中,感应淬火与调质、渗碳、渗氮一起构成四大基础工艺。考虑到生产实际,在风电增速箱内齿圈的批量生产中采用渗氮或感应淬火工艺可以获得比较高的生产效率及较低的生产成本。具体采用何种工艺主要由客户要求、自身工艺控制水平及生产效率成本等因素而定。根据ISO6336标准,对于模数大于16的齿轮件就不再推荐使用氮化工艺提高表面硬度,故对模数大于16的内齿圈推荐采用感应淬火工艺进行加工。
1.感应淬火工艺
风电增速箱内齿圈一般采用逐/隔齿沿齿沟扫描技术进行感应淬火。采用设计制造合理的感应器,配合的工艺参数控制,可以生产质量优良、稳定的感应淬火齿圈。
2.感应淬火的优缺点
将感应淬火技术应用于风电增速箱内齿圈上,不仅具有生产、节约能源、环境污染小以及易于实现自动化等感应淬火共有优点,还具有以下特点:
(1)相比于氮化,其对基体硬度和组织要求可以适当放宽。
(2)相比于渗碳淬火,工件不是整体加热,变形较小,故相应磨量较小,设计放模量可减少,且后续生产加工成本较低。
(3)批量生产时交货期短,满足一些客户需求。
(4)便于机械化和自动化,设备紧凑,使用方便,劳动条件好。
但使用感应淬火技术对内齿圈进行加工,尚有以下困难及缺点待克服:新齿形产品工艺试验周期较长,感应器设计/相关工艺参数选择需要慎之又慎;不能实现全齿宽淬硬。目前可满足设计上80%齿宽高符合工艺要求,这一点也是未来需要改进和克服的地方;批量生产时,发生批量事故风险较大,需要严格的质量控制体系和较高的质量控制水平来进行控制。
齿轮双频感应加热过程及齿轮材质的选择
双频加热的原理是使用低高两种频率的热源。首先,以较低频率的热源加热(3—10kHz),为齿轮预热提供所需能量。
随后,立即进行高频热源加热,频率范围100-250kHz之间。频率选择依齿轮尺寸及周节大小而定。高频热源将迅速使全部齿轮外表面加热至淬火温度,然后齿轮立即淬火,获得设计所规定的硬度。
在双频加热中,固定在心轴上旋转着的齿轮接受预热,随后一个快速“脉冲使之达到终适宜的淬火温度后,工件被送入水中淬火。全部过程共需30秒钟。
这一过程为计算机所控制。由于加热速度快,表面无氧化、脱碳现象,外观质量及心部材料的性能仍保持不变。
制造齿轮有多种材料,从工艺及经济的观点出发,钢得到广泛应用。
含碳量决定钢能达到的硬度。通常用于感应热处理的钢,视其表面的设计硬度要求,含碳量一般为0.40,0.50或0.60%为宜。
要使零件在局部加热之后淬火硬化,钢的含碳量必须达到设计硬度的要求。
双频感应淬火解决这一问题的办法是,严格控制热处理变形,使变形量限制在太多数齿轮的设计要求范围之内。
齿轮淬火处理有其特点,双频感应处理是各种方法中较理想的。在常规处理中,要同时满足一定的硬化层深度及变形要求是困难的,因为两者会相互影响,相互制约。而双频感应方法仅对齿轮的局部提供淬火所必须的能量(比常规生产减少2—3倍),因此,变形范围及硬化深度均达到设计要求。

汽车半轴感应热处理淬火工艺
汽车发动机动力输出通过变速器、后桥,经半轴传到车轮,使车轮承受扭转力与冲击,在汽车传动中,半轴属于不可或缺的关键部件。半轴需要具备高硬度、高强度等性能,以便保证汽车在行驶中有着良好的性能和安全保证。目前半轴采用感应淬火工艺。半轴法兰与杆部硬化层的连续与否,以及杆部硬化层深度与直径之比,是提高半轴疲劳强度的关键。
半轴感应淬火一般有扫描淬火与一次加热淬火两种。一次加热淬火适用于半轴的大批量生产。从生产率、淬火质量、节能效果与生产成本进行比较。一次加热淬火比扫描淬火为优,但需要大功率电源、冷却系统及设计的感应器结构。
1、半轴扫描淬火,一般采用立式通用淬火机或淬火机。首先加热法兰面到淬火温度,然后对杆部与花键部进行扫描淬火。
2、半轴一次加热淬火,是将整根半轴的淬火区域一次进行加热,是一种先进的工艺。由于一次冷却量特别大,因此需配的冷却系统及特殊设计的感应器。国内汽车制造厂已成功地将此工艺应用于生产,取得生产率提高数倍、弯曲疲劳强度大大提高,并且节能效果显著。

需要根据感应淬火设计要求针对工艺参数进行选择:
(1)电流频率由感应电流透入深度计算。针对内齿圈数毫米的工艺层深要求,采用中频感应电源进行加热。
(2)感应器与零件间隙由工艺试验确定。
(3)加热功率及扫描速度由工艺试验确定。扫描速度影响生产效率,加热功率影响零件开裂风险。要综合考虑各因素后选择参数。
(4)加热-淬火间隔影响零件开裂风险。通过调节相关机构及扫描速度来控制。















