青海凸轮轴淬火设备_齿轮淬火设备厂 ( 本地商家)
2022-04-23 09:14:36
为什么销轴生产厂家都选用销轴淬火设备
销轴的热处理方式有多种,为什么销轴生产厂家都选用销轴淬火设备?简单的说就是销轴淬火设备热处理效果好,详细的就要从多方面来比较了。
首先我们先弄明白什么是销轴,销轴是一类标准化的紧固件,既可静态固定连接,亦可与被连接件做相对运动,主要用于两零件的铰接处凸轮轴淬火设备,构成铰链连接齿轮淬火设备,用于定位和紧固零部件,在很多的设备、机械上都有用到,对于销轴的质量要求要高,为提高销轴的硬度和耐磨度,销轴的生产厂家选用销轴淬火设备进行淬火。
销轴淬火设备是专门针对销轴研发的一类淬火设备,其实销轴的淬火设备选不只这一种,但销轴淬火设备却成为了厂家的,就是因为更适合,实际生产中效果和效率都好。
销轴淬火设备配淬火机床适用于批量销轴淬火:
1、采用数字控制系统,性能先进、使用方便,定位准确。
2、自动化程度高。
3、生产。
4、气动自动上料。
5、可远控和配接红外测温,实现温度的自动控制花键轴淬火设备,提高加热质量和简化工人操作。

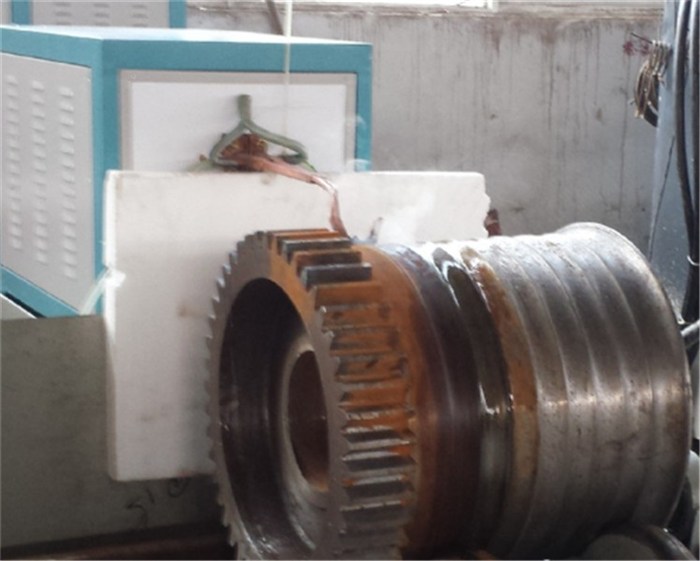
为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
汽车半轴局部感应加热感应器的类型
仿型的多孔位感应器形式
仿型的多孔位感应器中每只感应器为仿型的感应器,进、出料在线圈的同一端。各感应器之间电气连接方式,可以是并联,也可以是串联。
人工送料、气缸退料方式 感应器水平放置,坯料放在感应器前的托架上按节拍由人工送进感应器,感应器的另一端装有气缸,这种气缸中装有两个活塞,这种装置可使缸的顶杆头部有3个位置,个位置是进料时,顶杆作为定位挡;第2个位置是加热时,顶杆退出感应器,以免顶杆受热;第3 个位置是加热时间结束推出加热好的坯料。
(2) 气缸自动送料、退料方式 感应器倾斜放置,坯料放在感应器前的气缸缸体上的V型托架上,该气缸缸杆固定不动,活塞(缸体) 可上下移动。这样活塞移动,带动缸体V型托架,将坯料端部移入感应器进行加热,在进料端由气缸进行定位,不需要在感应器另一端定位。加热时间结束,气缸活塞下行,随之带动缸体、V型托架,端部已经加热好的坯料退出感应器,送入锻压设备成形。感应器倾斜角度以坯料可以顺利推上退下而不倾倒为原则。
(3) 人工送料、人工退料方式 感应器水平放置,人工送料,同人工退料。采用这种方式时, 定位等都由操作者掌握。
依据汽车行业工件的特点,研制了针对汽车轴类、齿轮齿圈类、等速万向节钟型壳类、轮毂轴承类、等速万向节三柱槽壳类零件的感应淬火及回火。

锥齿轮感应淬火工艺
新工艺针对锥齿轮的淬火工艺开发,但不受零件的限制。所有的工件都得到平直的、连续的表面,这样淬火后工件才能得到足够的尺寸精度。
原则上,新装置的工作方式和一般模式相同。附加的是,新装置具有坚固的底部固定和上部固定装置,可以很好地夹持加热后的工件,实现淬火工艺。
采取新一代感应淬火设备和淬火工艺后,实现如下的优点:
(1)工艺过程能够在生产线实现。
(2)单件流动。
(3)工艺随时开始,不需要炉子那样长的加热过程。
(4)由于加热时间短,因此节能。
(5)由于控制优良,可实现的重复性生产。
(6)工件终尺寸精度。
(7)工件变形小,废品率低。
(8)后续工序少。
淬火设备的核心装置是一种新的感应淬火机床,配置完整的感应器系统和冷却系统。

汽车轮毂轴分段感应淬火与整体感应淬火的工艺的区别
分段感应淬火和整体感应淬火在汽车轮毂轴上应用的进行对比。
1.分段感应淬火工艺
目前生产厂家大部分都设计采用复杂台阶的轮毂轴管结构,由于轮毂轴管特殊结构,目前感应淬火强化多采用分段多次进行。淬火强化区域包括两段外圆柱面及三个过度圆角,淬火区域比较复杂。分段感应淬火技术有以下缺点:
(1)轮毂轴管有两段不连续的淬火区,分两道工序淬火,所需感应器品种多;
(2)淬火变形超差造成废品率较高,且分段淬火生产节拍慢、成本高、工人劳动强度大;
(3)分段感应淬火形成的中间淬火软带降低了轮毂轴管的强度,由于淬火硬化区和软带硬度相差大,进入磨削工序软带部位粗糙度偏低,影响磨削质量;
(4)分段感应淬火技术中圆角靠圆角的热传导带起来,台阶尖角部位存在明显的过热问题;
(5)分段感应淬火使零件储热少,自回火开裂风险增大。对于以上分段感应淬火技术所带来的缺点,其中淬火变形问题可以采取加大磨削余量的办法解决,但会增加部分磨削加工的成本;其他缺点在使用分段淬火技术时是无法解决办法的,如需这些问题,需进一步优化感应热处理工艺。















