山西齿轮表面淬火设备(服务保障)_齿轮表面淬火设备多少钱
2022-08-02 09:14:56
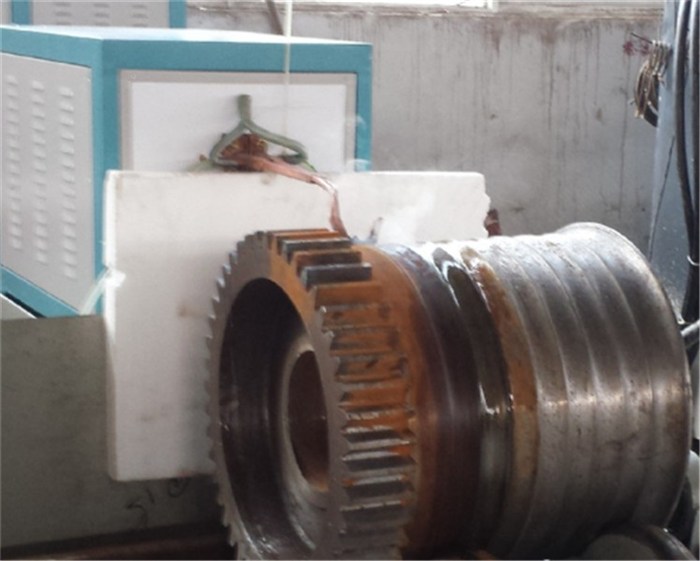
齿轮淬火机器的工艺方法及目的是什么?
齿轮淬火机器,就是专门对齿轮进行淬火的机器设备,齿轮淬火的优点:齿轮经过淬火后,淬硬层马氏体组织较细,硬度、强度、韧性都比较高,在使用中不容易被磨损,变形,齿轮淬火设备通常用于各种齿轮、链轮、轴类的淬火齿轮表面淬火设备,各种半轴、板簧、拨叉、气门、摇臂、球头销等汽车配件的淬火齿轮淬火设备。
齿轮淬火机器的工艺方法:采用快速加热与立即冷却相结合的方式,通过快速加热,使待加工钢件表面达到淬火温度,不等热量传到心部即迅速冷却,仅使表层淬硬为马氏体,心部仍为未淬火的原来塑性、韧性较好的退火,(或正火及调质)组织。
齿轮淬火的目的,是为了加强齿轮的韧度,齿轮淬火一般可采用高频感应加热设备,该设备可以安装在机械加工生产线上轴淬火设备,易于实现机械化和自动化,便于管理,且可减少运输,节约人力,提高生产效率。

为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点花键轴淬火设备,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
在轴类零件中的应用轴类感应淬火
一般是对轴表面进行局部淬火,材料为45钢或40Cr,淬火的硬度可根据材料直径大小设定感应电流和加热时间。淬火的硬度层深度,取决于感应设备的频率和加热时间,频率越高或加热时间越短,硬度层深度越低。在实际生产过程中,经常对轴的中心部有硬度要求,一般需要到专业的热处理生产厂家进行热处理,这样就带来了加工周期长、成本高等不足。如果用感应淬火使轴的中心部达到规定的硬度要求,那就要求感应设备加热深度必须达到轴的中心部,而且中心部的温度要达到临界温度以上。现以直径20mm的电机转子为例进行说明,电机转子端面中心部有一个滑长槽,滑长槽的作用是负责传递电机输出的动力,如果没有硬度或者硬度达不到规定的要求:37HRC~45HRC,装配好的产品很快就因滑长槽失效而失去动力,因此滑长槽的硬度直接影响整机产品质量。感应电流高、加热时间短,轴伸表面硬度偏高而心部硬度偏低;感应电流低、加热时间长,轴伸表面和心部硬度都偏高。如果要使转子轴心部淬火硬度达到规定要求,必须要按淬火工艺进行感应回火。回火就是将淬火后的工件重新加热到临界以下回火温度后,保温一定时间,然后取出冷却到室温的热处理工艺。常用的回火方法:低温回火(回火温度为150~250℃)、中温回火(回火温度为350~500℃)、高温回火(回火温度为500~680℃)。

砂轮主轴的感应加热淬火
砂轮主轴是磨床的主要零件之一,它的质量直接影响整台磨床的精度和寿命。随着磨床的,强力磨削、高速磨削,及其自动化程度的不断发展,对主轴的热处理质量提出更高的要求。
表面感应淬硬是在卧式中频淬火机床上进行,该机床感应器走刀速度是无级调速。当砂轮主轴直径大,加热面积较大时,设备输出功率不能满足时,可将轴先进行预热,再进行加热淬火。使用淬火冷却时,注意以下几点:
(1)由于砂轮主轴选用材料是高碳合金钢,所以水压要低,水量要少以免冷却过激而使轴开裂,特别是冬天,水温低冷却能力大。
(2)轴感应淬火时,轴本身在转动,如水压过大,易将水甩出,甩出的水溅到加热带,易造成软点,所以应低些。
(3)小直径的主轴,由于走刀速度较快,冷却不够,应对已淬硬段喷水,防止返热现象。
感应加热时,淬火火温度不能太高,否则会引起组织过热,导致轴开裂,所以感应加热功率与走刀速度应相互配合。

齿轮双频淬火
1. 齿轮双频淬火机理
齿轮双频淬火的机理是先用较低频率进行齿轮预热,然后在进行高频加热。
2. 双频齿轮淬火法
齿轮双频淬火可由两种方法实现,即同时加热法:一次加热齿轮全部加热表面;扫描加热法:齿轮依次通过中频预热及高频加热感应器。扫描淬火法所需电源功率比同时加热法要小。
双频齿轮感应淬火工艺适用于大批量齿轮生产,能取代渗碳齿轮方式。















