内齿圈淬火设备报价_内齿圈淬火设备报价联系方式 (在线咨询)
2023-05-30 09:08:41
花键轴淬火、凸轮轴淬火、齿轮轴淬火分别用什么样的轴类淬火机
金属轴类工件属于机械传动的一种,像花键轴、凸轮轴、齿轮轴等,广泛应用在机械设备中,汽车零件中也少不了这三类轴类产品,它们有一个共同的性质就是在生产的过程中都需要进行加热淬火处理。先进比较好的热处理设备就要属感应类淬火设备了,轴类的感应淬火一般有专门的轴类淬火设备内齿圈淬火设备,因为不同的轴类工件形状、性能不同齿轮淬火设备,所以选用的轴淬火设备也会有所区别,单轴类淬火机的种类就有很多,那么,花键轴淬火、凸轮轴淬火、齿轮轴淬火分别用什么样的轴类淬火机呢?一起来看。
花键轴类零件在使用中承受扭转应力和滑动摩擦,所以需要具有较高的表面硬度和抗扭转强度。感应淬火是提高其使用性能的方法之一。在汽车或机械制造领域中,花键轴类零件往往是承受交变的扭转、交变的弯曲和滑动摩擦等载荷。花键轴淬火设备,可提高花键轴的抗弯曲强度和抗扭转疲劳强度等性能。工作原理也很简单:工件加热后做匀速旋转运动,同时进行喷液淬火,感应器带喷水,这样可使工件加热到所需温度后,可立即自动打开喷水电磁阀喷水,可保证淬硬层深度和淬火硬度。
凸轮轴是活塞发动机里的一个部件,它的作用是控制气门的开启和闭合动作。给凸轮轴淬火目的是高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。凸轮轴的淬火可选用凸轮轴淬火机凸轮轴淬火机,它是对凸轮轴表面进行淬火处理的机械设备,它采用圆形感应器,对凸轮轴的凸轮及其他淬火部位,进行逐个淬火工艺,感应加热设备的质量稳定可靠,硬质达到材质要求的硬度,淬硬层合格。

为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
在轴类零件中的应用轴类感应淬火
一般是对轴表面进行局部淬火,材料为45钢或40Cr,淬火的硬度可根据材料直径大小设定感应电流和加热时间。淬火的硬度层深度,取决于感应设备的频率和加热时间,频率越高或加热时间越短,硬度层深度越低。在实际生产过程中,经常对轴的中心部有硬度要求,一般需要到专业的热处理生产厂家进行热处理,这样就带来了加工周期长、成本高等不足。如果用感应淬火使轴的中心部达到规定的硬度要求,那就要求感应设备加热深度必须达到轴的中心部,而且中心部的温度要达到临界温度以上。现以直径20mm的电机转子为例进行说明,电机转子端面中心部有一个滑长槽,滑长槽的作用是负责传递电机输出的动力,如果没有硬度或者硬度达不到规定的要求:37HRC~45HRC,装配好的产品很快就因滑长槽失效而失去动力,因此滑长槽的硬度直接影响整机产品质量。感应电流高、加热时间短,轴伸表面硬度偏高而心部硬度偏低;感应电流低、加热时间长,轴伸表面和心部硬度都偏高。如果要使转子轴心部淬火硬度达到规定要求,必须要按淬火工艺进行感应回火。回火就是将淬火后的工件重新加热到临界以下回火温度后,保温一定时间,然后取出冷却到室温的热处理工艺。常用的回火方法:低温回火(回火温度为150~250℃)、中温回火(回火温度为350~500℃)、高温回火(回火温度为500~680℃)。

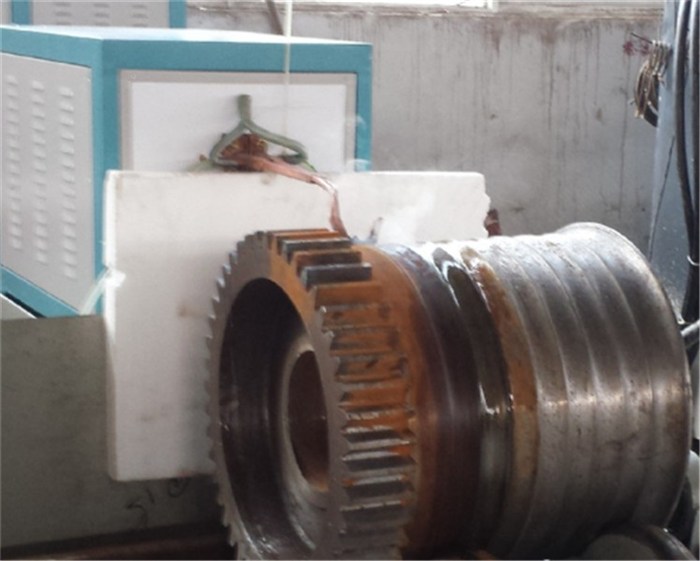
钢齿圈的感应淬火
钢齿圈的表面感应淬火后技术要求为:表面硬度55HRC~60HRC,淬硬层深为1.1mm~10.8mm(齿顶为10.8mm,齿根为1.1mm)。
齿圈感应加热参数的选择现有的加热方式是采用中频电源,沿齿廓整体旋转加热达到淬火温度后,喷冷却介质,要达到齿顶、齿根均匀的硬化层分布,使齿圈得到接近仿形淬火效果,选择合适的加热功率、加热时间、预冷时间非常重要。根据齿圈同时加热淬火的面积、硬化层深度、比功率及加热时间之间的关系,确定齿圈的加热参数。
感应加热参数对齿圈淬火的影响齿圈感应加热的频率选择是比较复杂的,要选择的电流频率,使齿顶和齿根被均匀地加热有一定的困难,特别是模数m,齿数z及齿宽b等参数的变化都影响频率的选择。

从动齿圈中频感应加热预淬火
从动齿圈是联合收割机差速器总成中的关键零件。技术要求感应淬火后齿顶和齿根部硬度为50~60HRC。
从动齿圈采用整体预热后高频加热淬火方式,可使齿部与心部的温差减小,降低齿顶和齿根传热条件不同而引起的温度差异,获得沿齿廓分布的淬硬层。另外,考虑到操作方便,直接采用中频进行齿部预热后二次加热淬火。零件淬火后留自回火温度200~250 ℃,同时规定淬火和回火时间间隔不得超过2小时,有效防止淬火裂纹的产生。
1. 从动齿圈采用齿部预热后中频加热淬火方式,可以显著降低由于齿顶和齿根传热条件不同而导致的温度差异,从而获得沿齿廓分布的淬硬层。
2. 在对齿宽较宽的盘状类齿轮整体加热的感应器设计时,感应器的高度应比齿圈的齿宽小1~2 mm,以减小加热时的尖角效应。
3. 随着数控淬火机床的发展,如果采用数控机床,可以实现两次加热采用不同的工艺参数,则能够取得更好的效果。















