云南引导轮淬火设备(服务保障)_引导轮淬火设备多少钱
2023-08-15 09:07:26
花键轴淬火、凸轮轴淬火、齿轮轴淬火分别用什么样的轴类淬火机
金属轴类工件属于机械传动的一种,像花键轴、凸轮轴、齿轮轴等,广泛应用在机械设备中,汽车零件中也少不了这三类轴类产品,它们有一个共同的性质就是在生产的过程中都需要进行加热淬火处理引导轮淬火设备。先进比较好的热处理设备就要属感应类淬火设备了齿轮淬火设备,轴类的感应淬火一般有专门的轴类淬火设备,因为不同的轴类工件形状、性能不同,所以选用的轴淬火设备也会有所区别,单轴类淬火机的种类就有很多,那么,花键轴淬火、凸轮轴淬火、齿轮轴淬火分别用什么样的轴类淬火机呢?一起来看。
花键轴类零件在使用中承受扭转应力和滑动摩擦,所以需要具有较高的表面硬度和抗扭转强度。感应淬火是提高其使用性能的方法之一。在汽车或机械制造领域中,花键轴类零件往往是承受交变的扭转、交变的弯曲和滑动摩擦等载荷。花键轴淬火设备,可提高花键轴的抗弯曲强度和抗扭转疲劳强度等性能。工作原理也很简单:工件加热后做匀速旋转运动,同时进行喷液淬火,感应器带喷水,这样可使工件加热到所需温度后,可立即自动打开喷水电磁阀喷水,可保证淬硬层深度和淬火硬度。
凸轮轴是活塞发动机里的一个部件,它的作用是控制气门的开启和闭合动作。给凸轮轴淬火目的是高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。凸轮轴的淬火可选用凸轮轴淬火机凸轮轴淬火机,它是对凸轮轴表面进行淬火处理的机械设备,它采用圆形感应器,对凸轮轴的凸轮及其他淬火部位,进行逐个淬火工艺,感应加热设备的质量稳定可靠,硬质达到材质要求的硬度,淬硬层合格。

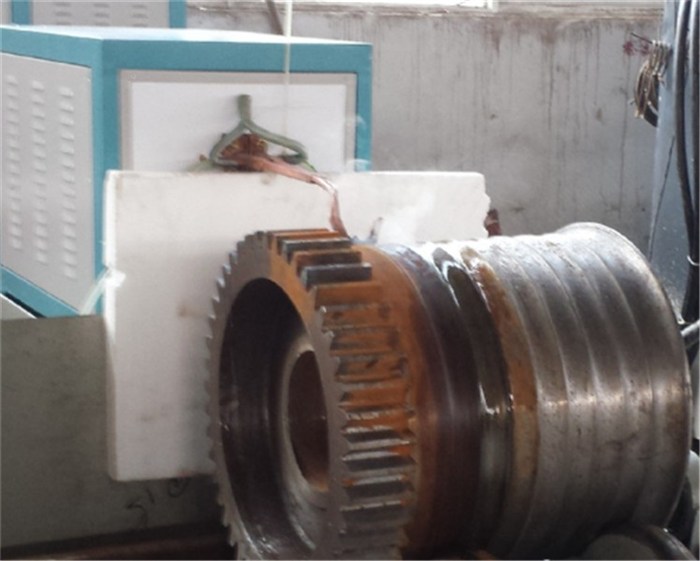
为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
低淬钢齿轮感应加热淬火
利用钢材的低淬透性 ,将感应加热透的齿轮用激烈的冷却水进行淬火 ,得到沿齿轮廓的淬硬层及略提高硬度的齿心部。低淬透性钢齿轮感应淬火样品这种工艺有如下优点 :( 1 )对感应加热电源要求不高 (常用 8kHz、1 0 0kW) ,即不需要特殊的频率及高的功率密度 ,设备投资费用少。( 2 )低淬透性钢成本低 ,其价格与中碳结构钢相似。( 3)轮齿表面有很高的残余压应力 ,齿心部由于热透 ,硬度略有提高 ,因此轮齿的抗弯性强度得到提高 ,综合力学性能好。
齿轮双频淬火
齿轮双频淬火机理齿轮双频淬火的机理是先用较低频率进行齿轮预热 。早期的齿轮双频淬火是在两个感应器中进行的 ,即先在中频感应器进行预热 ,然后在高频感应器中进行终加热。现代化的双频齿轮感应淬火现代化的双频齿轮加热已经改进在一个感应器内进行。

车轴的感应淬火
40钢车轴表面感应淬火强化工艺研究是我国高速铁路的发展需要,填补国内在这项领域的技术空白。
车轴表面强化工艺的选择对于绝大部分轴类零件,通常采用高频或中频表面淬火来提高其使用寿命。动车轴、机车轴是一种即传递动力而又起支撑作用的心轴,而车辆轴是一种不传递动力而只起支撑作用的心轴,主要承受弯曲或弯曲疲劳负荷。统计表明大多数的各类轴均因疲劳断裂和微动磨蚀磨损而失效。为了避免发生脆性断裂,满足强度与韧性的要求,目前车轴常采用调质或正火工艺,但往往因疲劳与微动磨蚀磨损性能欠佳,而没有达到应有的使用寿命。实践表明,在调质或正火的基础上再施加表面感应淬火强化处理,可使服役寿命成倍地延长。因此,这是提高车轴使用寿命的一种重要工艺方法。车轴表面强化一般主要分喷涂 +滚压强化和感应淬火强化两种,滚压强化因其强化深度较浅,硬度较低,提高服役寿命有限。中频感应淬火加热适中,适合车轴表面加热深度。日本、法国均采用中频感应淬火强化。表面感应强化对提高车轴的弯曲或扭转疲劳强度、减少对缺口的敏感性和应力集中十分有效。表面感应淬火后,由于心部高的有效韧性和塑性,允许其硬化层有较高的硬度,以保持高的耐磨性、强度和残余压应力,充分发挥材料的潜力。国外对车轴中频感应淬火从过去的局部淬火、分段淬火,发展到现在的表面全长淬火。

感应加热表面淬火在汽车末端齿轮上的应用
渗碳处理是目前汽车和拖拉机重载齿轮主要的热处理淬火方式。但是,经过这种处理后的零件加工性不高,因为厚度不大的齿冠会产生径向和端面变形。
对齿轮的每个齿进行感应加热后再进行冷却淬火的方式,齿轮的耐磨性不亚于渗碳方式处理过的齿轮。
对于感应加热表面淬火复杂的过程是保证感应器与淬火表面之间的固定间隙。通过的定位控制,以确保感应器与齿轮淬火面的间隙保持在一定的误差范围内。为了使沿齿面轮廓的淬火层达到均匀的厚度,在淬火时待加工表面相对于感应器的移动速度要平稳地由齿顶处的值变化至值。利用运动的感应器从一个齿顶经齿窝到达下一个相邻的齿顶,使工作面很窄小的区域被加热和冷却,这种对齿 面持续不断淬火的方法有重大的工艺优越性。
了解各种类型齿轮的感应加热淬火的解决方案,请联系我们有专业的工程师为您定制优化的感应加热方案。点击了解更多齿轮、齿圈感应加热淬火设备产品。















