内齿圈淬火设备_内齿圈淬火设备报价
2023-08-31 09:08:39
1、淬硬层分布不匀,一侧硬度高、硬层深,另一侧硬度低、硬层浅。这是因为沿齿沟感应淬火与圆环感应器回转感应淬火相比,位置敏感度很高,需要设计制造定位装置,以保证齿侧与感应器的间隙高度对称分布。若不对称内齿圈淬火设备,还可能造成间隙小的一侧发生感应器与零件短路打弧齿轮淬火设备,使感应器早期损坏。
2、已淬硬齿侧退火。原因是辅助冷却装置调整不到位或冷却液量不足。
3、感应器鼻尖部分铜管过热。在采用非埋入式沿齿沟扫描淬火工艺时,因感应器与零件间的间隙相对较小,受加热面的热辐射,以及鼻部铜管有限尺寸的约束,铜管极易过热烧坏,使感应器损坏。因此,感应器要保证有足够流量和压力的冷却介质通过。
4、感应处理过程中齿圈的形状、位置变化。沿齿沟扫描淬火时,处理齿会胀出0.1~0.3mm。形变、热膨胀、感应器调整不当会造成零件与感应器相碰而损坏。因此,在决定感应器与齿侧间隙时要考虑热膨胀因素花键轴淬火设备,并采用适当的限位装置来保证间隙。
5、感应器导磁体性能退化。导磁体工作条件恶劣,处于高密磁场、高电流环境下,极易过热损坏,同时淬火介质、锈蚀都会使其性能退化。因此,要做好感应器的日常维护和保养。

为什么销轴生产厂家都选用销轴淬火设备
销轴的热处理方式有多种,为什么销轴生产厂家都选用销轴淬火设备?简单的说就是销轴淬火设备热处理效果好,详细的就要从多方面来比较了。
首先我们先弄明白什么是销轴,销轴是一类标准化的紧固件,既可静态固定连接,亦可与被连接件做相对运动,主要用于两零件的铰接处,构成铰链连接,用于定位和紧固零部件,在很多的设备、机械上都有用到,对于销轴的质量要求要高,为提高销轴的硬度和耐磨度,销轴的生产厂家选用销轴淬火设备进行淬火。
销轴淬火设备是专门针对销轴研发的一类淬火设备,其实销轴的淬火设备选不只这一种,但销轴淬火设备却成为了厂家的,就是因为更适合,实际生产中效果和效率都好。
销轴淬火设备配淬火机床适用于批量销轴淬火:
1、采用数字控制系统,性能先进、使用方便,定位准确。
2、自动化程度高。
3、生产。
4、气动自动上料。
5、可远控和配接红外测温,实现温度的自动控制,提高加热质量和简化工人操作。

感应淬火技术在风电增速齿轮箱内齿圈上的应用
在齿轮的强化方法中,感应淬火与调质、渗碳、渗氮一起构成四大基础工艺。考虑到生产实际,在风电增速箱内齿圈的批量生产中采用渗氮或感应淬火工艺可以获得比较高的生产效率及较低的生产成本。具体采用何种工艺主要由客户要求、自身工艺控制水平及生产效率成本等因素而定。根据ISO6336标准,对于模数大于16的齿轮件就不再推荐使用氮化工艺提高表面硬度,故对模数大于16的内齿圈推荐采用感应淬火工艺进行加工。
1.感应淬火工艺
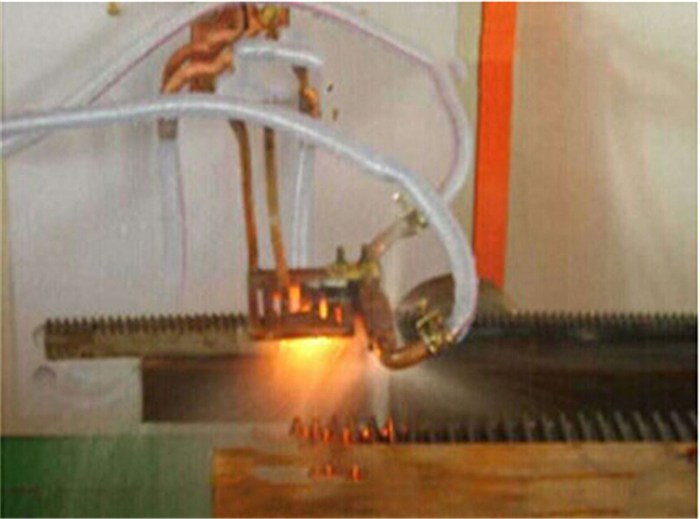
风电增速箱内齿圈一般采用逐/隔齿沿齿沟扫描技术进行感应淬火。采用设计制造合理的感应器,配合的工艺参数控制,可以生产质量优良、稳定的感应淬火齿圈。
2.感应淬火的优缺点
将感应淬火技术应用于风电增速箱内齿圈上,不仅具有生产、节约能源、环境污染小以及易于实现自动化等感应淬火共有优点,还具有以下特点:
(1)相比于氮化,其对基体硬度和组织要求可以适当放宽。
(2)相比于渗碳淬火,工件不是整体加热,变形较小,故相应磨量较小,设计放模量可减少,且后续生产加工成本较低。
(3)批量生产时交货期短,满足一些客户需求。
(4)便于机械化和自动化,设备紧凑,使用方便,劳动条件好。
但使用感应淬火技术对内齿圈进行加工,尚有以下困难及缺点待克服:新齿形产品工艺试验周期较长,感应器设计/相关工艺参数选择需要慎之又慎;不能实现全齿宽淬硬。目前可满足设计上80%齿宽高符合工艺要求,这一点也是未来需要改进和克服的地方;批量生产时,发生批量事故风险较大,需要严格的质量控制体系和较高的质量控制水平来进行控制。
车轴感应淬火技术的发展
车轴是机车车辆中的部件之一,它直接关系到铁道车辆行车安全。从19世纪中到20世纪初,各国对车轴的疲劳断裂进行了大量的研究,如科学家Wholer和Hoger用全尺寸车轴进行车轴疲劳断裂的研究,日本也对实物车轴进行了大量的试验研究。对车轴疲劳强度和疲劳断裂机理已研究很清楚,但铁路车辆车轴疲劳断裂依然存在。例如,在俄罗斯仅1993年在运用的220~250万根车轴中,因疲劳裂纹而报废的就达6800根。法国在高速铁路系统的定期检修中,将轮座磨去0.5mm深,以防止再次裂纹萌生。在日本新干线使用的所有车轴,运行 45万公里后,用磁粉探伤仪进行检查,每年进行磁粉探伤的车轴总数约2万根。随着高速铁路在世界各国的兴起和不断发展,对车轴的安全使用性能提出了更高的要求。强化车轴表面,是提高车轴断裂的重要措施。无论是法国、日本还是德国对高速运行下的车轴都进行了大量的研究和应用,日本、法国均采用低碳钢制造车轴,并进行表面感应淬火处理。日本新干线的使用结果表明,这种车轴经表面感应淬火后,克服了车轴的断裂,确保了行车安全。车轴材料我国的机车、车辆均采用碳素钢车轴,纵观总体情况,应该说碳素钢车轴是成熟的、可靠的。对于高速列车车轴材料是选碳素钢还是合金钢,我国还没有成熟的技术。由于各国的国情不同 ,技术观点不同 ,选用的车轴材料不尽相同,但都属于低碳钢范畴。
感应淬火低碳钢车轴表面采用感应淬火是提高其疲劳寿命为经济而有效的方法。日本对此进行了详细的试验研究 ,并成功地运用在高速铁路上。日本新干线在这方面工作早在 1948年就开始了 ,碳素钢经调质处理后 ,再沿车轴纵向进行表面感应加热淬火 ,在淬硬层内获得非常细的马氏体组织 ,使其表面硬度显著增加。
齿轮旋转感应淬火技术
齿轮旋转感应淬火可分为两种主要方法:通过硬化和轮廓硬化。种方法 - 主要用于齿轮高磨损 - 齿周边采用低硬化比功率。但是,如果频率太低,则存在温度感应涡流流动,并且温度在齿中滞后。淬火是通过浸没或喷雾,以实现齿和根圆之间均匀的温度。全硬化后的回火用于工件防裂。
轮廓硬化分为单频和双频过程,也实现了奥氏体化在单一加热中,或通过将齿轮预加热至550-750℃ 加热之前硬化温度。预热的目的是充分达到在终加热期间在根圆中的高奥氏体化温度,没有过热的齿。短加热时间和高比功率通常需要实现在不规则距离处的硬化轮廓齿面。
双频过程使用单独或同时的频率。使用单独的频率实现类似于情况的硬化曲线硬化。该过程一个接一个地应用两个不同的频率齿轮。齿以低频率被预热至550-750℃的频率应该使得在根圆区域中发生预热。短延迟,使用较高频率和比功率实现奥氏体化。准确的监测系统是必不可少的,因为加热时间是测量的在这个终加热阶段中的十分之几秒或秒。














