专业提供齿轮淬火设备图片_齿轮淬火设备
2024-01-27 09:11:35
齿轮感应淬火设备是怎样进行淬火工艺的?
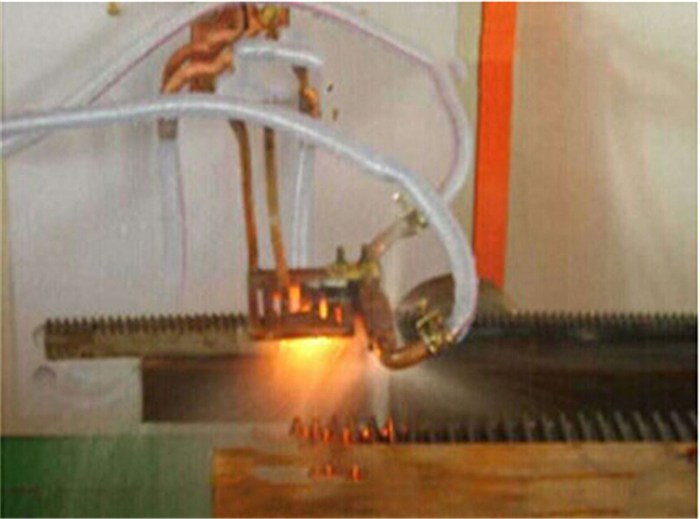
齿轮感应淬火设备,是指对齿轮机械等零件表面进行淬火用的感应电热设备,主要对齿轮等工件热处理加工,感应淬火设备,主要是由电源、淬火机床和淬火控制设备等组成的,具有加热速度快、热、工件变形少、节能省电、环保无污染等诸多的优势。
在使用中、高频设备对齿轮进行感应淬火时,对于模数m<4mm的齿轮常进行全齿穿透淬火;对于m>5mm的齿轮齿轮淬火设备,因齿形高宽齿轮淬火设备,可以进行沿齿淬火,也可沿齿沟淬火,即可采用喷液(主要是水)冷却,也可采用浸液冷却;实施全齿淬火时齿轮应旋转,单齿淬火时齿轮不旋转,每淬完一齿后转动下一齿,直至全部淬完为止。
目前齿轮感应淬火设备,主要是用于各种圆钢类、板材类的透热锻打;各种轴类、齿轮类、汽配类、机械零部件类的、砼泵管类的热处理;各种工具、刀刃类的焊接等方面,不论我们选用哪种加热方法,工件均需在感应器内旋转轴淬火设备,以达到均匀加热的目的,工件需作旋转运动,这样可使工件表面淬层硬度和淬层深度均匀。

轴承高频淬火设备可使工件寿命提高7~8倍是真的吗
轴承高频淬火设备可使工件寿命提高7~8倍是真的吗?使用轴承高频淬火设备大大提高了工件淬火的生产效率,使用寿命也大大延长,但轴承高频淬火设备可使工件寿命提高7~8倍不是所有厂家的产品都可以做到的, 只有一部分的厂家可实现这一效果。
轴承是当代机械设备中一种重要零部件花键轴淬火设备,主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。按照分类轴承可分为滑动轴承、关节轴承、滚动轴承、深沟球轴承、角接触球轴承、调心球轴承、推力球轴承、双向推力角接触球轴承、推力滚子轴承、滚针轴承、外球面球轴承、调心滚子轴承、法兰轴承、带座轴承、组合轴承、直线轴承,它的应用非常的广,在各行各业的机械设备上都有用到。在使用过程中,轴承的磨损非常大,承受的冲击也大,为了延长轴承的使用寿命,轴承一般都需要进行淬火,轴承高频淬火设备增加它的强度、硬度、耐磨度。
轴承高频淬火设备低淬钢感应淬火的特点有:低淬钢感应淬火工艺适用于复杂工件,如齿轮、轴承环与传动十字轴等,低淬钢的晶粒度为11~12级,而一般钢的晶粒度为7~8级,晶粒细化使抗脆性断裂性能提高5~10倍。
轴承高频淬火设备整体加热表面淬火后,工件表面残留压应力可达到600MPa,增强了断裂的能力,使工件寿命提高7~8倍。采用水作淬火剂,可适用不同碳含量(0.2%~1.2%)的钢,甚至可用于碳含量为1. 5%的钢,可以在线生产,低淬钢比渗碳钢节约大量合金元素。
轴承高频淬火设备加热速度极快,淬硬层深,易于控制操作,易于实现机械化、自动化,采用感应加热原理,符合现在环保节能的理念,操作间也更加清洁、安全。它能提高工件使用寿命7~8倍是真的。

感应淬火技术在风电增速齿轮箱内齿圈上的应用
在齿轮的强化方法中,感应淬火与调质、渗碳、渗氮一起构成四大基础工艺。考虑到生产实际,在风电增速箱内齿圈的批量生产中采用渗氮或感应淬火工艺可以获得比较高的生产效率及较低的生产成本。具体采用何种工艺主要由客户要求、自身工艺控制水平及生产效率成本等因素而定。根据ISO6336标准,对于模数大于16的齿轮件就不再推荐使用氮化工艺提高表面硬度,故对模数大于16的内齿圈推荐采用感应淬火工艺进行加工。
1.感应淬火工艺
风电增速箱内齿圈一般采用逐/隔齿沿齿沟扫描技术进行感应淬火。采用设计制造合理的感应器,配合的工艺参数控制,可以生产质量优良、稳定的感应淬火齿圈。
2.感应淬火的优缺点
将感应淬火技术应用于风电增速箱内齿圈上,不仅具有生产、节约能源、环境污染小以及易于实现自动化等感应淬火共有优点,还具有以下特点:
(1)相比于氮化,其对基体硬度和组织要求可以适当放宽。
(2)相比于渗碳淬火,工件不是整体加热,变形较小,故相应磨量较小,设计放模量可减少,且后续生产加工成本较低。
(3)批量生产时交货期短,满足一些客户需求。
(4)便于机械化和自动化,设备紧凑,使用方便,劳动条件好。
但使用感应淬火技术对内齿圈进行加工,尚有以下困难及缺点待克服:新齿形产品工艺试验周期较长,感应器设计/相关工艺参数选择需要慎之又慎;不能实现全齿宽淬硬。目前可满足设计上80%齿宽高符合工艺要求,这一点也是未来需要改进和克服的地方;批量生产时,发生批量事故风险较大,需要严格的质量控制体系和较高的质量控制水平来进行控制。
车轴感应淬火技术的发展
车轴是机车车辆中的部件之一,它直接关系到铁道车辆行车安全。从19世纪中到20世纪初,各国对车轴的疲劳断裂进行了大量的研究,如科学家Wholer和Hoger用全尺寸车轴进行车轴疲劳断裂的研究,日本也对实物车轴进行了大量的试验研究。对车轴疲劳强度和疲劳断裂机理已研究很清楚,但铁路车辆车轴疲劳断裂依然存在。例如,在俄罗斯仅1993年在运用的220~250万根车轴中,因疲劳裂纹而报废的就达6800根。法国在高速铁路系统的定期检修中,将轮座磨去0.5mm深,以防止再次裂纹萌生。在日本新干线使用的所有车轴,运行 45万公里后,用磁粉探伤仪进行检查,每年进行磁粉探伤的车轴总数约2万根。随着高速铁路在世界各国的兴起和不断发展,对车轴的安全使用性能提出了更高的要求。强化车轴表面,是提高车轴断裂的重要措施。无论是法国、日本还是德国对高速运行下的车轴都进行了大量的研究和应用,日本、法国均采用低碳钢制造车轴,并进行表面感应淬火处理。日本新干线的使用结果表明,这种车轴经表面感应淬火后,克服了车轴的断裂,确保了行车安全。车轴材料我国的机车、车辆均采用碳素钢车轴,纵观总体情况,应该说碳素钢车轴是成熟的、可靠的。对于高速列车车轴材料是选碳素钢还是合金钢,我国还没有成熟的技术。由于各国的国情不同 ,技术观点不同 ,选用的车轴材料不尽相同,但都属于低碳钢范畴。
感应淬火低碳钢车轴表面采用感应淬火是提高其疲劳寿命为经济而有效的方法。日本对此进行了详细的试验研究 ,并成功地运用在高速铁路上。日本新干线在这方面工作早在 1948年就开始了 ,碳素钢经调质处理后 ,再沿车轴纵向进行表面感应加热淬火 ,在淬硬层内获得非常细的马氏体组织 ,使其表面硬度显著增加。
锥齿轮感应淬火工艺
新工艺针对锥齿轮的淬火工艺开发,但不受零件的限制。所有的工件都得到平直的、连续的表面,这样淬火后工件才能得到足够的尺寸精度。
原则上,新装置的工作方式和一般模式相同。附加的是,新装置具有坚固的底部固定和上部固定装置,可以很好地夹持加热后的工件,实现淬火工艺。
采取新一代感应淬火设备和淬火工艺后,实现如下的优点:
(1)工艺过程能够在生产线实现。
(2)单件流动。
(3)工艺随时开始,不需要炉子那样长的加热过程。
(4)由于加热时间短,因此节能。
(5)由于控制优良,可实现的重复性生产。
(6)工件终尺寸精度。
(7)工件变形小,废品率低。
(8)后续工序少。
淬火设备的核心装置是一种新的感应淬火机床,配置完整的感应器系统和冷却系统。

汽车轮毂轴分段感应淬火与整体感应淬火的工艺的区别
分段感应淬火和整体感应淬火在汽车轮毂轴上应用的进行对比。
1.分段感应淬火工艺
目前生产厂家大部分都设计采用复杂台阶的轮毂轴管结构,由于轮毂轴管特殊结构,目前感应淬火强化多采用分段多次进行。淬火强化区域包括两段外圆柱面及三个过度圆角,淬火区域比较复杂。分段感应淬火技术有以下缺点:
(1)轮毂轴管有两段不连续的淬火区,分两道工序淬火,所需感应器品种多;
(2)淬火变形超差造成废品率较高,且分段淬火生产节拍慢、成本高、工人劳动强度大;
(3)分段感应淬火形成的中间淬火软带降低了轮毂轴管的强度,由于淬火硬化区和软带硬度相差大,进入磨削工序软带部位粗糙度偏低,影响磨削质量;
(4)分段感应淬火技术中圆角靠圆角的热传导带起来,台阶尖角部位存在明显的过热问题;
(5)分段感应淬火使零件储热少,自回火开裂风险增大。对于以上分段感应淬火技术所带来的缺点,其中淬火变形问题可以采取加大磨削余量的办法解决,但会增加部分磨削加工的成本;其他缺点在使用分段淬火技术时是无法解决办法的,如需这些问题,需进一步优化感应热处理工艺。















