湖南引导轮淬火设备价格图片 (多图)
2024-04-09 09:07:04
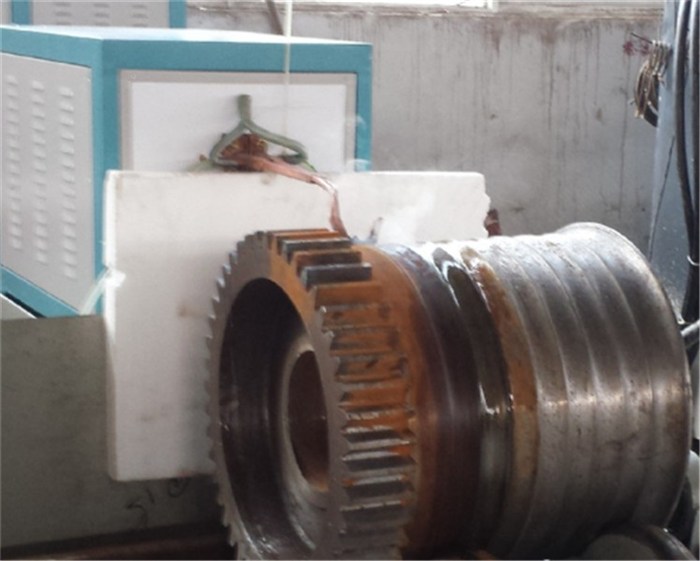
齿圈高频淬火过程中常见问题与对策
感应加热淬火工艺简单、、节能等特点受到了大家的欢迎,尤其现在对环保抓的比较严的当下,在大环境下可以说感应淬火是一种趋势,齿圈高频淬火设备就是应用的感应淬火原理。齿圈(包括外齿圈和内齿圈)作为常用的机械传动零件,特别是大直径齿圈通过感应加热淬火工艺进行表面强化,达到实际应用中所需要的硬度引导轮淬火设备。
齿圈感应加热淬火有四种齿轮淬火设备,沿齿沟感应淬火、逐齿感应淬火、回转感应淬火、双频感应淬火。
1、沿齿沟感应淬火:使齿面和齿根得到硬化,齿顶中部无淬硬层。此法热处理变形小,但生产效率低。
2、逐齿感应淬火:齿面硬化,齿根无硬化层,提高齿面的耐磨性,但因热影响区的存在,会降低齿的强度。
3、回转感应淬火:单圈扫描淬火或多匝同时加热淬火轴淬火设备,齿部基本淬透,齿根硬化层浅。适于中小齿轮,不适于高速、重载齿轮。
4、双频感应淬火:中频预热齿槽,高频加热齿顶,得到基本沿齿廓分布的硬化层。
齿圈高频淬火过程中常见问题与对策(这里主要以沿齿沟感应淬火方法为例)

为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高花键轴淬火设备,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
变速器换档叉轴感应淬火
换档叉轴结构独特,技术要求高,采用常规的感应淬火工艺难以达到技术要求。热处理技术要求及零件结构特点零件材料为45钢,要求波形槽部分感应淬火,硬度≥55HRC,有效硬化层深≥2mm。
采用一般的多匝外圆感应器淬火时,由于尖角效应,棱边棱角部分的加热速度比其它部分快,在波形槽温度还未达到淬火温度时,盲孔出口平台的棱角棱边就已过热,甚至被烧熔。我们曾经试过在盲孔中插入铜塞,以屏蔽盲孔及出口处的棱边棱角。虽然解决了棱边棱角过热过烧,但由于零件整个圆柱面被加热,盲孔受到热影响产生变形,无法保证尺寸要求。采用平面感应器对波形槽单边加热时,由于平面感应器的功率损耗大,电效率低,加热速度慢,在加热波形槽过程中,热量已向盲孔传导,再加上平面感应器磁力线逸散入盲孔,当波形槽温度达淬火温度时,盲孔也已被加热,无法达到盲孔精度要求。
改进工艺方案为零件预先反弯曲变形→屏蔽感应加热淬火→回火→校直→磨外圆。(1)用紫铜管制造屏蔽套。其作用是把不需加热的地方全部屏蔽,只露出波形槽部分,这样,在波形槽感应加热淬火过程中可地减少盲孔受到的热影响。 (2)感应器仍采用电的圆柱形感应器。(3)为减少淬火变形,采用聚乙烯醇冷却液。(4)在零件感应加热前进行预先反变形处理。

汽车半轴感应加热电源电流频率及加热时间的选择
汽车半轴局部感应加热时频率的选择基于以下两个因素:
(1) 感应器的电效率,使其力求接近于极限值,这就要求有足够高的电流频率,因为电效率随频率而提高。
(2) 加热时间的情况下,保证工艺需要的心表温差,即要求适度降低电流频率。高的电效率短的加热时间,使局部加热必然会产生的局部热向毛坯非加热部位的热传导会更少。因此,局部感应加热的效率,基本上取决于电流频率的正确选择。电流频率可依据半轴坯料的的直径来选择电流的频率。
坯料以给定的心表温度差由起始温度(这里取600 ℃)加热到锻压温度所需要的时间,称为加热时间。在给定心表温度差(如100 ℃温差规范)的前提下,加热时间只取决于电流的频率(它决定电流透入深度)、坯料的物理性质(导热性)以及坯料的直径(坯料的直径减去电流透入深度决定了平均热传导的距离)。
加热时间的确定非常重要,坯料在感应器内实际的加热时间小于确定的加热时间, 从感应器内出来的坯料的心表温差将大于100 ℃,而达不到锻压需要的温度要求;如果大于确定的时间,将会造成能耗的增加,工作节拍延长,生产效率降低,加热段向非加热段热传导增加,甚至造成加热段过烧、坯料报废的严重后果。坯料直径按直径来进行加热时间的计算。

汽车半轴局部感应加热感应器的类型
仿型的多孔位感应器形式
仿型的多孔位感应器中每只感应器为仿型的感应器,进、出料在线圈的同一端。各感应器之间电气连接方式,可以是并联,也可以是串联。
人工送料、气缸退料方式 感应器水平放置,坯料放在感应器前的托架上按节拍由人工送进感应器,感应器的另一端装有气缸,这种气缸中装有两个活塞,这种装置可使缸的顶杆头部有3个位置,个位置是进料时,顶杆作为定位挡;第2个位置是加热时,顶杆退出感应器,以免顶杆受热;第3 个位置是加热时间结束推出加热好的坯料。
(2) 气缸自动送料、退料方式 感应器倾斜放置,坯料放在感应器前的气缸缸体上的V型托架上,该气缸缸杆固定不动,活塞(缸体) 可上下移动。这样活塞移动,带动缸体V型托架,将坯料端部移入感应器进行加热,在进料端由气缸进行定位,不需要在感应器另一端定位。加热时间结束,气缸活塞下行,随之带动缸体、V型托架,端部已经加热好的坯料退出感应器,送入锻压设备成形。感应器倾斜角度以坯料可以顺利推上退下而不倾倒为原则。
(3) 人工送料、人工退料方式 感应器水平放置,人工送料,同人工退料。采用这种方式时, 定位等都由操作者掌握。
依据汽车行业工件的特点,研制了针对汽车轴类、齿轮齿圈类、等速万向节钟型壳类、轮毂轴承类、等速万向节三柱槽壳类零件的感应淬火及回火。















