大直径齿轮单齿淬火设备价格_山西大直径齿轮单齿淬火设备报价
2025-04-10 14:23:58
齿轮淬火
齿轮淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的强度、硬度、耐磨性、疲劳强度以及韧性等大直径齿轮单齿淬火设备,从而满足各种机械零件和工具的不同使用要求齿轮淬火设备。
齿轮淬火的必要性
有些零件(包括齿轮在内)在工件时在受扭转和弯曲等交变负荷、冲击负荷的作用下,它的表面层承受着比心部更高的应力。在受摩擦的场合,表面层还不断地被磨损,因此对一些零件表面层提出高强度、高硬度、高耐磨性和高疲劳极限等要求,只有表面强化才能满足上述要求。由于表面淬火具有变形小、生产率高等优点,因此在生产中应用极为广泛。
齿轮淬火目的
齿轮淬火原理:将工件放入感应器(线圈)内,当感应器中通入一定频率的交变电流时,周围即产生交变磁场轴淬火设备。交变磁场的电磁感应作用使工件内产生封闭的感应电流──涡流。电流在工件截面上的分布很不均匀,工件表层电流密度很高,向内逐渐减小,这种现象称为集肤效应。工件表层高密度电流的电能转变为热能,使表层的温度升高,即实现表面加热。电流频率越高花键轴淬火设备,工件表层与内部的电流密度差则越大,加热层越薄。在加热层温度超过钢的临界点温度后迅速冷却,即可实现表面淬火。

为什么齿轮感应淬火后的表面硬度会比普通淬火的高?
齿轮经过感应淬火后的表面温度会比普通的淬火处理高,这是感应淬火的特点,这也可以称为超硬现象。其实为什么齿轮淬火后表面的硬度更高呢?目前主要有两种解释。一是由于感应加热的方式,缩短了加热时间,在加热的过程中缺乏奥氏体晶粒产生的条件,因此导致了齿轮表面硬度提高了。第二种解释就是因为由于感应淬火时冷却速度快,在齿轮淬火表面层存在较大的残留压应力,从而提高了齿轮的表面硬度。
为了印证残留应力对金属工件的作用,我们特意将经过高频感应淬火设备淬火的工件切断,然后再将其与切断前的硬度做比较,发现经过切断后的硬度平均降低了2HRC以上,因此可以证明残留压应力去除之后,金属工件的硬度是会降低的。为什么齿轮残留留压应力会导致表面硬度的提高呢?我们还可以从另一方面来解释,这就是由于齿轮在经过感应设备淬火的时候,在低温回火过程中,齿轮硬度下降的比普通淬火的要多。
现在,大家明白了为什么要使用高频感应淬火设备了吗?因为齿轮感应淬火后的表面硬度会比普通淬火的更高,使用感应淬火设备,可获得高硬度高耐磨的金属工件,何乐而不为呢?
锥齿轮感应淬火工艺
新工艺针对锥齿轮的淬火工艺开发,但不受零件的限制。所有的工件都得到平直的、连续的表面,这样淬火后工件才能得到足够的尺寸精度。
原则上,新装置的工作方式和一般模式相同。附加的是,新装置具有坚固的底部固定和上部固定装置,可以很好地夹持加热后的工件,实现淬火工艺。
采取新一代感应淬火设备和淬火工艺后,实现如下的优点:
(1)工艺过程能够在生产线实现。
(2)单件流动。
(3)工艺随时开始,不需要炉子那样长的加热过程。
(4)由于加热时间短,因此节能。
(5)由于控制优良,可实现的重复性生产。
(6)工件终尺寸精度。
(7)工件变形小,废品率低。
(8)后续工序少。
淬火设备的核心装置是一种新的感应淬火机床,配置完整的感应器系统和冷却系统。

薄壁齿轮的超音频感应加热淬火
薄壁齿轮材料及热处理技术要求
齿轮材料为45钢。热处理技术要求是齿坯正火到179-299HB,精切齿后沿齿沟高频感应加热淬火到硬度48—55HRC。齿根淬硬层深度≥0.5mm。
淬火加热电源设备
淬火机床功率100kW,加热频率100kHz。感应器采用螺旋状,同时感应器设计时增大与齿轮的耦合,提升感应加热的速度。
加热工艺参数
加热采用全齿同时加热方式。通过加热电源输入功率的调节控制齿轮感应加热时获得的比功率,从而控制感应加热速度。加热后采用喷水冷却的方式。

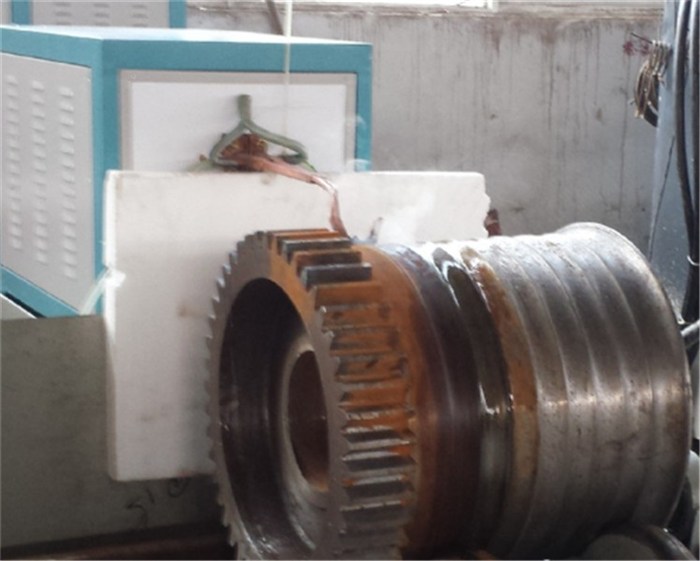
齿轮联轴器感应加热淬火的工艺研究
鼓形齿轮联轴器在高速、重载机械上得到广泛应用,具有无轴向窜动、传动平衡、冲击振动和噪声小的特点,但加工工艺过程比较复杂,原热处理花键采用渗氮处理。
为了提高生产效率,降低生产成本,在保证产品质量的前提,对齿轮联轴器进行了感应淬火处理的测试。测试采用数控感应淬火机床,淬火感应器与工件之间间隙均匀,采用扫描淬火的方式进行.淬火后工件的内花键,外鼓形齿硬度均符合技术要求,对内花键、外鼓形齿进行了裂纹检测,未发现裂纹。对感应淬火后齿轮联轴器内花键、外鼓形齿进行变形检测,变形较小,符合技术要求。有效硬化层深度,均满足技术要求。金相组织检验属于细马氏体,组织级别符合标准要求。相对于渗碳工艺相比,可以缩短生产周期,并且可以提升生产效率,并降低生产成本。















