安徽传动轴淬火设备有哪些公司 (多图)
2021-04-13 09:23:23
花键轴淬火、凸轮轴淬火、齿轮轴淬火分别用什么样的轴类淬火机
金属轴类工件属于机械传动的一种,像花键轴、凸轮轴、齿轮轴等,广泛应用在机械设备中,汽车零件中也少不了这三类轴类产品,它们有一个共同的性质就是在生产的过程中都需要进行加热淬火处理传动轴淬火设备。先进比较好的热处理设备就要属感应类淬火设备了齿轮淬火设备,轴类的感应淬火一般有专门的轴类淬火设备,因为不同的轴类工件形状、性能不同,所以选用的轴淬火设备也会有所区别,单轴类淬火机的种类就有很多,那么,花键轴淬火、凸轮轴淬火、齿轮轴淬火分别用什么样的轴类淬火机呢?一起来看。
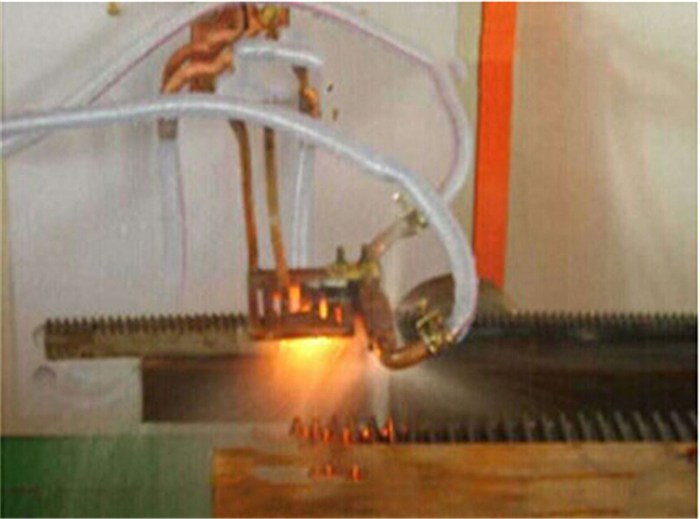
花键轴类零件在使用中承受扭转应力和滑动摩擦,所以需要具有较高的表面硬度和抗扭转强度。感应淬火是提高其使用性能的方法之一。在汽车或机械制造领域中,花键轴类零件往往是承受交变的扭转、交变的弯曲和滑动摩擦等载荷轴淬火设备。花键轴淬火设备,可提高花键轴的抗弯曲强度和抗扭转疲劳强度等性能。工作原理也很简单:工件加热后做匀速旋转运动,同时进行喷液淬火,感应器带喷水,这样可使工件加热到所需温度后,可立即自动打开喷水电磁阀喷水,可保证淬硬层深度和淬火硬度。
凸轮轴是活塞发动机里的一个部件,它的作用是控制气门的开启和闭合动作。给凸轮轴淬火目的是高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。凸轮轴的淬火可选用凸轮轴淬火机凸轮轴淬火机,它是对凸轮轴表面进行淬火处理的机械设备,它采用圆形感应器,对凸轮轴的凸轮及其他淬火部位,进行逐个淬火工艺,感应加热设备的质量稳定可靠,硬质达到材质要求的硬度,淬硬层合格。

感应淬火技术在风电增速齿轮箱内齿圈上的应用
在齿轮的强化方法中,感应淬火与调质、渗碳、渗氮一起构成四大基础工艺。考虑到生产实际,在风电增速箱内齿圈的批量生产中采用渗氮或感应淬火工艺可以获得比较高的生产效率及较低的生产成本。具体采用何种工艺主要由客户要求、自身工艺控制水平及生产效率成本等因素而定。根据ISO6336标准,对于模数大于16的齿轮件就不再推荐使用氮化工艺提高表面硬度,故对模数大于16的内齿圈推荐采用感应淬火工艺进行加工。
1.感应淬火工艺
风电增速箱内齿圈一般采用逐/隔齿沿齿沟扫描技术进行感应淬火。采用设计制造合理的感应器,配合的工艺参数控制,可以生产质量优良、稳定的感应淬火齿圈。
2.感应淬火的优缺点
将感应淬火技术应用于风电增速箱内齿圈上,不仅具有生产、节约能源、环境污染小以及易于实现自动化等感应淬火共有优点,还具有以下特点:
(1)相比于氮化,其对基体硬度和组织要求可以适当放宽。
(2)相比于渗碳淬火,工件不是整体加热,变形较小,故相应磨量较小,设计放模量可减少,且后续生产加工成本较低。
(3)批量生产时交货期短,满足一些客户需求。
(4)便于机械化和自动化,设备紧凑,使用方便,劳动条件好。
但使用感应淬火技术对内齿圈进行加工,尚有以下困难及缺点待克服:新齿形产品工艺试验周期较长,感应器设计/相关工艺参数选择需要慎之又慎;不能实现全齿宽淬硬。目前可满足设计上80%齿宽高符合工艺要求,这一点也是未来需要改进和克服的地方;批量生产时,发生批量事故风险较大,需要严格的质量控制体系和较高的质量控制水平来进行控制。
车轴感应淬火技术的发展
车轴是机车车辆中的部件之一,它直接关系到铁道车辆行车安全。从19世纪中到20世纪初,各国对车轴的疲劳断裂进行了大量的研究,如科学家Wholer和Hoger用全尺寸车轴进行车轴疲劳断裂的研究,日本也对实物车轴进行了大量的试验研究。对车轴疲劳强度和疲劳断裂机理已研究很清楚,但铁路车辆车轴疲劳断裂依然存在。例如,在俄罗斯仅1993年在运用的220~250万根车轴中,因疲劳裂纹而报废的就达6800根。法国在高速铁路系统的定期检修中,将轮座磨去0.5mm深,以防止再次裂纹萌生。在日本新干线使用的所有车轴,运行 45万公里后,用磁粉探伤仪进行检查,每年进行磁粉探伤的车轴总数约2万根。随着高速铁路在世界各国的兴起和不断发展,对车轴的安全使用性能提出了更高的要求。强化车轴表面,是提高车轴断裂的重要措施。无论是法国、日本还是德国对高速运行下的车轴都进行了大量的研究和应用,日本、法国均采用低碳钢制造车轴,并进行表面感应淬火处理。日本新干线的使用结果表明,这种车轴经表面感应淬火后,克服了车轴的断裂,确保了行车安全。车轴材料我国的机车、车辆均采用碳素钢车轴,纵观总体情况,应该说碳素钢车轴是成熟的、可靠的。对于高速列车车轴材料是选碳素钢还是合金钢,我国还没有成熟的技术。由于各国的国情不同 ,技术观点不同 ,选用的车轴材料不尽相同,但都属于低碳钢范畴。
感应淬火低碳钢车轴表面采用感应淬火是提高其疲劳寿命为经济而有效的方法。日本对此进行了详细的试验研究 ,并成功地运用在高速铁路上。日本新干线在这方面工作早在 1948年就开始了 ,碳素钢经调质处理后 ,再沿车轴纵向进行表面感应加热淬火 ,在淬硬层内获得非常细的马氏体组织 ,使其表面硬度显著增加。
薄壁齿轮的超音频感应加热淬火
薄壁齿轮材料及热处理技术要求
齿轮材料为45钢。热处理技术要求是齿坯正火到179-299HB,精切齿后沿齿沟高频感应加热淬火到硬度48—55HRC。齿根淬硬层深度≥0.5mm。
淬火加热电源设备
淬火机床功率100kW,加热频率100kHz。感应器采用螺旋状,同时感应器设计时增大与齿轮的耦合,提升感应加热的速度。
加热工艺参数
加热采用全齿同时加热方式。通过加热电源输入功率的调节控制齿轮感应加热时获得的比功率,从而控制感应加热速度。加热后采用喷水冷却的方式。

采用同时双频法,频率较低和较高同时馈入感应器。硬化通过加热来实现。正确淬火对于的旋转硬化结果至关重要,应该在加热后尽快进行。时间间隙加热和淬火可以通过使用快速CNC轴定位来化喷头,或通过将猝熄电路集成到感应器中。在此期间淬火阶段齿轮的转速降低到50rpm以下避免在与旋转方向相反的侧面上的“阴影效应”。
许多其他因素影响自旋硬化结果。材料要硬化和其初始结构,例如,具有决定性的影响。由于短奥氏体化时间,初始钢结构必须是密实的(ASTM7及以上)。非均匀的珠光体 - 铁素体初始结构是不合适的。初始结构和碳含量的重要性随模块尺寸而增加减少。如果稍微增加的淬火畸变是可接受的,则是感应的预淬火和回火在轮廓淬火之前可以大大提高齿轮的淬透性。
模块尺寸是旋转硬化的另一个关键因素。自旋硬化是一种通用且可靠的工艺,可以硬化齿轮,螺旋齿轮和内齿轮与表面不规则的距离。利用独特的感应器解决方案可用来限制这种效果通过增强功率分布。
热处理操作方法:
当长轴经加热、保溢、淬火时,必须在水池冷却液上面垂直预冷片刻,然后垂直淬入氯化钠台量为5至10的水溶液中冷却,冷却中,工件不许上下、前后左右移动,并马上注意听水的响声,当工件淬入水中发出“丝丝”的声音,这种声音一停止,无水声时,则马上将工件垂直拿出水面,并及时进行回火处理,至此,完成了长轴淬火的全过程,经淬火后的长轴若按此方法在正确操作的清况下,其长轴的变形置应在小于0.6毫米以下(不超过预备量)。
关于具体的长轴棒料感应调质处理工艺可咨询专业的技术人员。可依据工件的工艺要求,提供完善的长轴感应淬火、回火解决方案。研制的长棒料调质生产线可取代传统井式加热炉、台车式加热炉,整套生产线采用PLC控制系统实现工件的自动上料、加热、喷水冷却、高温回火、自动下料等。















